DS Automobiles made headlines at the 101th edition of the Brussels Motor Show by presenting its beautiful N° 8 to the public. This car will undoubtedly make its mark in the D segment, with its stunning looks, comfort and up to date EV technology. This car also means a lot for DS Automobiles. So we thought that an interview about the strategy of the brand would be very interesting , and we thank the dynamic PR department of Stellantis Belgium for arranging this interview. Just read further…
Hans Knol ten Bensel
The DS Automobiles N°8 made its debut on the Brussels Salon…
HKTB: It is always quite a challenge to combine the typical DS styling language with the imperatives and constraints modern cars in this D segment have to respond to and offer in terms of safety, performance and space efficiency.
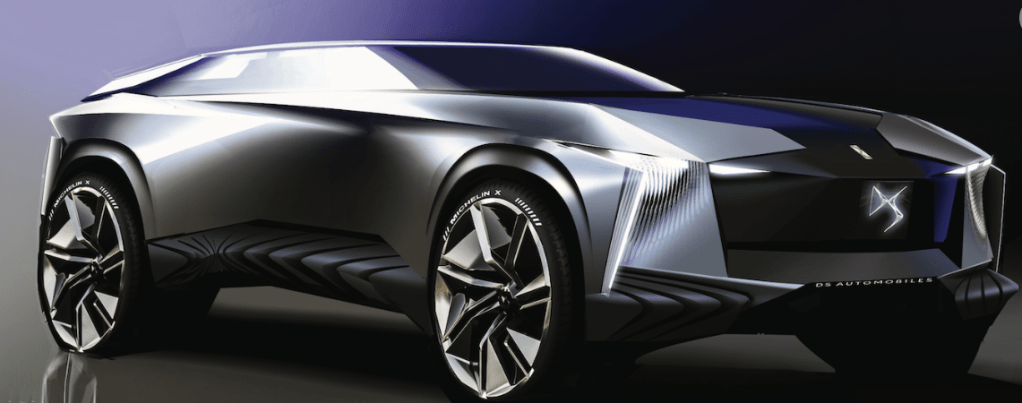
SD: Indeed, we have to show that in terms of elegance and French “savoir faire”, we offer something remarkable. We have shown this with the ASL (Aero Sport Lounge) concept car, which was designed by exterior designer Thomas Duhamel. We wanted to bring a dynamic saloon.
A designers’s drawing of the Aero Sport Lounge Concept Car…
HKTB: What is now on the European and global market the strategy of DS Automobiles?
SD: The strategy is to occupy a strong presence in the premium segment, with an emphasis on electrification in a market which is now fully involved in this energy transition. We want to keep this exceptional French character, with a “savoir faire” in the use of the materials, performing the art of elegantly rendering details, with this attention to styling and design down to the very details, which is not immediately found with our competitors.
We bring elegance, not only in the contours and proportions, but also in the light signature of the car. This makes the car stand out in traffic. This has worked well from the first DS3 onwards and is the unique hallmark of DS Automobiles. Of course we keep this on our new N°8, and this signature will be found further on our future cars.
HKTB: The adoption of numbers is also a step..
SD: Indeed, it is a further evolution, an eye-wink towards further sophistication… What is also important is the reference we make to French coach-building tradition with a dual tone paintwork, a sophistication which is not immediately found on other cars in this D segment.
Your servant together with Sébastien Decarris at the Brussels Show in front of the Ds N° 8…
HKTB: Indeed, the styling language is also a continuation of the angular tradition so typical in French coachbuilding, like the iconic Voisin cars…
SD: En effet! Indeed, when we work on the design of DS cars, we indeed talk about Voisin… and then, there is the comfort, which is also very important for us. It is more than just a “must have”, it is crucial. It concerns the suspension, the seats, and also the thermal comfort. It is especially important in EV cars, and we worked hard on it. For instance, we introduced neck-area heating, which is hitherto only seen on cabriolets…
HKTB: As DS also puts forward “the art of travel” or “l’art du voyage”, I personally would like to see an infotainment software which delivers automatically audio info about the region(s) and cities you are travelling through, and where you can choose political, social or cultural history…
SD: It is an idea we are working on. Of course, in the first place we want to reassure the client driving an EV car, and inform him about charging possibilities on his trip.
HKTB: On the charging infrastructure, are you considering the idea to build a dedicated “DS Automobiles” charging network?
SD: We offer our clients an infrastructure via the “free to move” network. We want to reassure the client in the first place with the car we offer him, i.e. having a long range and an outstanding fast charging capacity. (Up to 160 kW) We wanted to reassure the client, giving him peace of mind with a long(er) range. We think that having a long range is more important than the possibility of (ultra)fast charging. The automobile is for us (and our clients) first and foremost an object of freedom, of “liberté.” This means that you have to offer a range of around 500 km and more on the motorway.
HKTB: Quality and workmanship is of course also very important in the premium segment. Where is the N°8 built?
SD: It is built in Italy, at the plant in Melfi. The N° 8 is running on the STLA Medium platform, and this is decisive in the industrial strategy and where the cars will be produced.
HKTB: The batteries are also important…
SD: Indeed, they are produced by ACC, (Automotive Cells Co, with as stakeholders SAFT, which is wholly owned by TotalEnergies, and Stellantis and Mercedes – note from the author). We planned from the outset a premium car with a maximum 750 km range, using batteries manufactured in the EU.
HKTB: Will the N°8 be future proof and be able to accommodate new developed batteries and electric motors during its production run?
SD: Certainly, the platform is able to receive newly developed components during the production life of the N°8. We have a modular strategy and the platforms are designed to accommodate them. This concerns the batteries as well as the electric motors. For all the models of the DS Automobiles range, we were from the outset prepared for its electrification, it is an essential element of our policy and you see this now unfold in the D-segment.
Head of Communications Melvin Keuter opened the yearly Nissan Benelux press conference…
Your servant attended the yearly Nissan Benelux press conference, again expertly organized by the dynamic PR team led by Head of Communications Melvin Keuter. Together with Managing Director Jérôme Saigot they presented the mid-term and mid-long term strategic plan of the company, the new products which were launched in 2024 and the new cars for next year. Just read further…
Hans Knol ten Bensel
The Arc: A bridge to Nissan Ambition 2030.
The Arc is positioned between the Nissan NEXT transformation plan running from fiscal year 2020 through fiscal year 2023 and Nissan Ambition 2030, the company’s long-term vision. The new plan is split into mid-term imperatives for fiscal years 2024 through 2026, and mid-long-term actions to be carried out through 2030.
Managing Director Jérôme Saigot presented the Nissan short and mid-term strategy…
Under the two-part plan, Nissan will first take actions to ensure volume growth through a tailored regional strategy and prepare for an accelerated transition to EVs, supported by a balanced electrified / internal combustion engine product portfolio, volume growth in major markets, and firm financial discipline.
This will pave the way for the second part of the plan aimed to enable the EV transition and realize long-term profitable growth, supported by smart partnerships, (see below more about partnership with Honda) EV competitiveness, differentiated innovations and new revenue streams. For Europe, it will maximize its collaboration with Ampere in Europe to complement their own electrification strategy.
To achieve healthy growth in the future, Nissan is now rightsizing the organization and transforming the profit structure to enable the company to afford shareholders’ return, even with a projected annual sales of 3.5 million units by fiscal year 2026.
Three new full electric vehicles for Europe…and battery development
Nissan has for our market three models in preparation which will be produced in the Sunderland factory, replacing the present Qashqai and Juke crossovers and the next-gen Nissan Leaf: the “Chill-out”, the “Hyper Urban” and the “Hyper Punk.”
Nissan will offer enhanced nickel, cobalt and manganese (NCM) lithium-ion batteries, lithium iron phosphate (LFP), and all solid-state batteries to provide diversified EVs to meet different customer needs. Nissan will significantly enhance NCM li-ion batteries, reducing quick-charging time by 50% and increasing energy density by 50% compared to the Ariya. LFP batteries, to be developed and produced in Japan, will be launched that will reduce cost by 30% compared to the Sakura EV minivehicle. New EVs with enhanced NCM li-ion, LFP and all-solid-state batteries will be launched in fiscal year 2028.
The future line-up in Europe…
The model portfolio will be further enhanced with a new all-electric Interstar LCV, a replacement for the Leaf and the Micra and last but not least all-electric versions for the popular Juke and Qashqai.
… and partnership with Honda.
Nissan and Honda agree to joint research in fundamental technologies for a next-generation SDV platform. SDV means Software Defined Vehicle (note of the author), which means that the vehicle uses software as the main driver for its operations, features and functions. Nissan and Honda aim to complete basic research in approximately one year and based on the results consider the possibility of mass production development. (Research note of the author).
The two companies have reached a basic agreement to unify the specifications of their respective e-Axles, over the medium to long term, to be used in the next-generation EVs of both companies.
The agreed first step is to share motors and inverters, the core of the e-Axle. (Research note of the author).
With the models to be sold globally by Nissan and Honda, the two companies will consider supplementing models from a short-term to medium- to long-term perspective. For the short-term, Nissan and Honda reached a basic agreement on models and regions to be complemented by each company, and also agreed on the outline of a product review system to be jointly operated by both companies. Furthermore, ICE and EVs are being considered as vehicles for mutual complementation. (Research note of the author).
Melvin Keuter highlighted the new features of the 2024 Juke,
and Julie Engelborghs presented the 2024 Qashqai, now with e-power, uplifted design and upgraded tech and connectivity.
A further highlight was the new Interstar LCV, with a new EU 6E norm M920 Diesel engine and of course a choice between a 40 and 87 kW EV battery for the full EV versions.
Icing on the cake: the Ariya NISMO…
With this car, NISMO (Nissan Motor Sport) is back in Europe. Based on the Ariya e-4ORCE and featuring a dynamic new-generation EV NISMO design, the Ariya NISMO delivers greater confidence and peace of mind thanks to its extremely powerful yet smooth acceleration, exemplary handling and stellar aerodynamic performance — all brought about by NISMO’s exclusive tuning, Nissan stated when introducing the car.
The motor has approximately 10 percent greater peak output and performance is further enhanced by the combination with special acceleration tuning and an exclusive NISMO driving mode that maximizes response.
Aerodynamic performance is improved thanks to race-derived technologies that reduce drag and provide greater down force at higher speeds — factors particularly important for EV’s.
Of course, also the interior exudes a premium air with high quality features throughout, including specially designed NISMO seats and trim.
Much more soon on this formidable SUV, but we just tell you here that you can now pre-order this NISMO at nissan.be. The price is at the moment of writing set at € 65.900. The first 250 European customers who order the car get it delivered in the exclusive exterior color Stealth Grey – the iconic body colour from NISMO. In addition, they benefit from a free charging for one year via Nissan Charge…
Soon more about Nissan, amongst others the affordable vehicle to grid technology Nissan will introduce in Europe in 2026…
Managing Director Jerome Saigotunfolds the strategy of Nissan Benelux…
We are at the start a new automotive year, and therefore it is a good opportunity for manufacturers to look forward into 2024 and announce to the Belgian press what their strategy, plans and objectives will be in the forthcoming 12 months.
So we were invited at the end of last year by the Melvin Keuter, head of communications of Nissan Benelux at their press conference…and their interesting initiatives are certainly worth a closer look. Just read further!
Hans Knol ten Bensel
Melvin Keuter, head of communications of Nissan Benelux, exposed the electrification strategy of Nissan and its future…
Nissan Belux and Nissan Nederland merged into Nissan Benelux
On the 1st of July last year, this merger was executed in order to improve response to the needs of the Benelux market. Now the two entities are joined in a new so-called Regional Business Unit, led by Managing Director Jerome Saigot. Indeed, the car market is going through a fundamental transition, and Nissan will respond to these challenges by focusing on electrification, digitalization of the customer approach and responding to major changes in the buying behavior of their clients. Mr. Saigot emphasized these points of the strategy in his presentation at the press conference. He sees also in this merger further useful synergies for staff and dealerships.
He exposed the mission of Nissan Benelux, which is to be an innovative brand which offers electrified mobility and a superior service to its customers. Its objectives are to enlarge its volume, raise brand identity and awareness as well as boosting profitability.
The strategy to achieve this will be to focus, as we said, on further digitalization of customer approach, further electrification of the model range, strengthening corporate sales, bolstering brand identity and streamlining distribution.
According to Jerome Saigot, digitalization is a major trend which will strengthen further. In 2020, only 4 % of customers were buying a car online, which has risen to 12 % in 2023. Market surveys show that soon 45 % of the future customers will buy their car online. Of course, Nissan will work further on its electrification, and indeed focus also increasingly on corporate sales.
Looking at the results last year of Nissan Belux, 6.750 units were sold, which is an impressive 48 % rise compared to FY 22.
Also in distribution and dealership the focus will be on further developing synergies and tailoring the customer approach on their changing preferences and buying behavior. In December last year, Nissan sent a message to the professionals, small and medium enterprises, craftsmen and the like, pointing out the attractiveness of their increasingly electrified LCV segment.
Decisive steps toward further electrification… or EV36Zero.
EV36Zero is a key part of Nissan Ambition 2030. In this period Nissan will deliver exciting, electrified vehicles and technological innovations while expanding and transforming its operations globally the company announces. The vision supports Nissan’s goal to be carbon neutral across the lifecycle of its products by fiscal year 2050.
In November last year, Nissan announced that the EV36Zero hub in Sunderland, Nissan’s blueprint for future manufacturing, will consist of three electric vehicles (EVs), three gigafactories and up to £3bn investment.
The transformational project includes future all-electric versions of Nissan’s flagship Qashqai and JUKE crossovers, and Nissan also confirmed that the third vehicle planned for UK production will be next-generation Nissan LEAF.
Nissan also announced that that it expects its passenger car line-up in Europe to be 100% electric by 2030.
Nissan is also incorporating in their electrification strategy the latest developments in battery technology. It will adopt Cobalt-free batteries, and towards 2028 there will be a cost reduction in comparison with Lithium-Ion batteries of not less than 65 %. This year Nissan will open a pilot factory in Yokohama to produce solid-state batteries, which can be charged three times faster and cost much less. They will be introduced to the market in 2028…
Looking into the future…
After exposing the good qualities of the present range, a veil was lifted in this conference about the cars we can expect in the (not so) distant future.
Indeed, the three future versions of the full electric Juke, Qashqai and Leaf will be inspired by three exciting all-electric concept models, two of which were recently unveiled at the Japan Mobility Show:
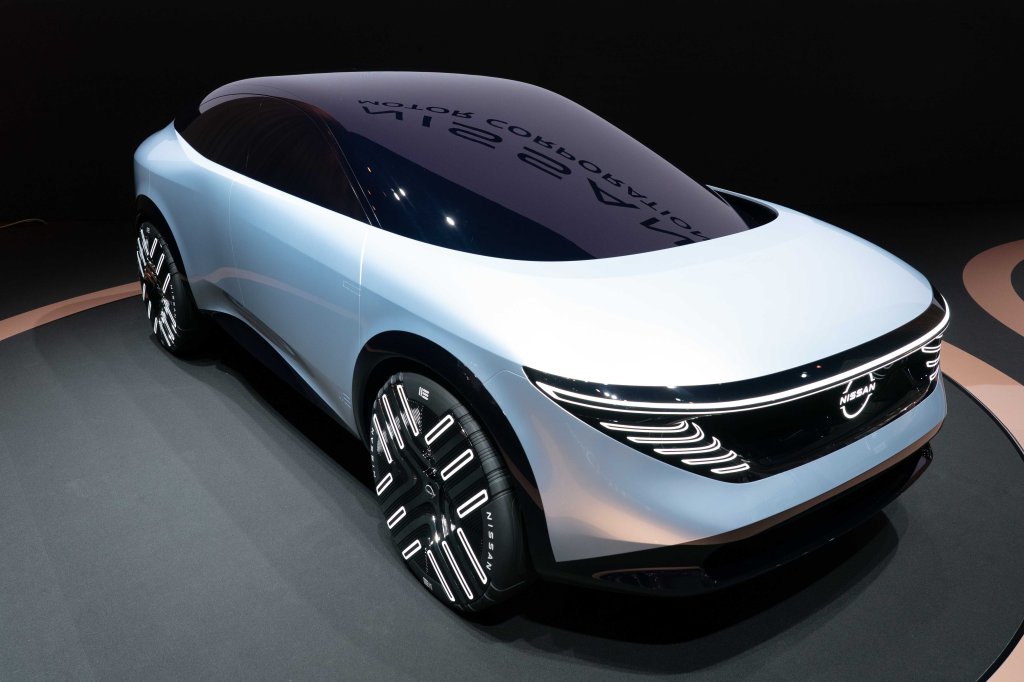
The Nissan Hyper Urban Concept, a crossover EV characterized by a sleek and modern aesthetic.
The Nissan Hyper Punk Concept, an all-electric compact crossover with an exterior aesthetic defined by multifaceted and polygonal surfaces.
The Nissan Chill-Out Concept, was unveiled in 2021 and previously confirmed as the inspiration for a future EV to be built in Sunderland.
The car is a compact, sporty, city EV concept with an influence from the world of virtual gaming. Besides the sleek and modern design, advanced safety technology, it has a productive and comfortable interior space.
The Chill-Out, – see photo here above – which looks to us as a very realistic concept car which we might see on our roads in the (very?) near future, utilizes the CMF-EV platform.
The Nissan Hyper Urban Concept – see photo here above – was announced at the 2023 Japan Mobility Show; its styling complements the sophisticated tastes of its target users, such as urban and suburban based professionals who prioritise environmental sustainability.
This all-electric crossover concept is designed to remain up to date for every new owner, ensuring an extended lifecycle through regular software and hardware upgrades, aiming to achieve the utmost sustainability. To maximize this further, the vehicle seamlessly integrates into the electric vehicle ecosystem (V2H/B/G), for power sharing.
Last but not least, there is the Nissan Hyper Punk concept was also announced at the 2023 Japan Mobility Show.
It is positioned as an all-electric compact crossover concept, catering for a dynamic audience seeking self-expression through style and creativity. It offers owners a canvas for self-expression with its polygonal-shaped exterior with dynamic color changes.
Further styling exercises: the Nissan Concept 20-23
To celebrate the 20th anniversary of Nissan Design Europe (NDE) being located in London, Makoto Uchida, Nissan’s President and Chief Executive Officer, visited NDE in September last year to unveil an all-new sporty urban electric concept car called Nissan Concept 20-23.
The car certainly turns heads, as you can see from the accompanying photo. It was designed by a team including some the younger members of NDE, with the simple brief to design a car – with no constraints – which they would like to drive on the streets of the city where they work.
Of course there is the present range of Nissan, with the Juke, bestseller Qashqai and Ariya. Last but not least also the Leaf. Head of Marketing Rémy Le Gall presented them. See photo here below.
Soon we will refresh our driving impressions of these cars for you, and tell you then more about their unique qualities. Stay posted!
The “Ur” Golf, which looks still quite “modern”, 50 years later.
Many people will say that things are changing rapidly, and many things have disappeared or are not what they used to be. Well, we can be sure of one thing: the Golf, the heart of what Volkswagen as a car manufacturer stands for, is still amongst us.
Indeed, during five decades already, the Golf still accompanies us in our automotive life. Since 1974. Then your servant got married, and drove indeed the first Golf as a test car, and has the fondest memories of this first series, especially when testing the Golf GTI. This sporting Golf created nothing short of a legend. 50 years later, the sporting sound of its 1,6 liter 110 HP engine still seduces, as does its handling and acceleration.
The stuff of eternal legends: the Golf GTI
To me, even this very first series is still a “young” car. The straight-line design created by Giorgetto Giugiaro is timeless, the proportions are just right, the “Ur” Golf still looks good from any angle. Just read further…
Hans Knol ten Bensel
An instant hit…
The Golf set out to win hearts. The Golf quickly became a true “Volkswagen”, and the first million units were sold as early as 1976. Now, more than 37 million Golf’s have hit the road.
Over the decades, the portfolio has been expanded to include further variants: besides the GTI, there was also the Golf Cabriolet or Golf Variant, or many others.
With each new model generation, state-of-the-art technologies, safety concepts and convenience features have been incorporated into the compact class. The Volkswagen Golf has thus democratised not just technologies such as the monitored catalytic converter and anti-lock braking system, but also airbags, cruise control and electronic assist systems as well as mild and plug-in hybrid drives.
In the anniversary year 2024, Volkswagen will present the evolutionary development of the eighth Golf generation. It will impress with visually refined features, new assist systems and powertrains, and also next-generation infotainment systems and software. The world premiere of the new Golf is just a few weeks away, with pre-sales scheduled for spring 2024.
Keeping history alive Volkswagen Classic will also accompany the Golf in its anniversary year and will present historic Golf models from the Volkswagen collection on numerous occasions. First rendez-vous is in Paris. From 31 January to 4 February 2024, the Golf Generations I to VII will enhance Volkswagen France’s presence at the “Salon Rétromobile” show in Paris.
Directly afterwards, from 2 to 4 February 2024, Volkswagen will show a Golf I and the unique EA 276 concept car – the Golf predecessor from 1969 developed in Wolfsburg – at the “Bremen Classic Motorshow”.
A long history… with a touch of NSU
In this first report we will focus on the first series. The concept was nothing less than a complete technical revolution for Volkswagen. They had already acquired NSU in 1969, and so the technology of in-line engines was already present in the group, with the VW K70, originally an NSU design, and the famous Prinz 1000 to 1200 TT’s. The K70 was also a front wheel drive car, and the art of “Leichtbau”, or making light bodyworks, was also already acquired with this car.
Technical forerunner of things to come: the in line 1000/1200 cc four cylinder of the NSU Prinz in the late sixties, still air cooled however…
So the beacons were set in terms of technical product design and manufacturing engineering, to make a mass produced light car with transverse 4 cylinder in line engine.
The new Golf was light, some 165 kg lighter as the Beetle. The styling was done by Italdesign under the direction of Giorgetto Giugiaro. The first Golf is also beautifully compact: only 370 cm long. It had some good power, a healthy 50 HP with the basic 1100 cc engine, and 70 HP with the 1,5 litre engine. So the performance was something the Beetle could only dream of. The chassis, suspension and handling were also in another league. On top of it all, the Golf was cheaper to produce, but cost 600 Euros more than the last Beetle 1303…
In 1976 came the Diesel and the GTI version, and as I said, from that moment on, the “modern” VW was a fact…
With 8,472 units registered in Belgium in 2022, the Citroën C3 is the most popular car in our country. Citroën’s compact saloon is clearly very wanted for its pleasing size, which makes it easy to use in the city, its driving comfort and its original, empathetic design. Citroën’s compact sedan appeals to a large number of customers in Belgium, both individuals and companies.
“Citroën has always had a strong presence in Belgium,” says Damien Martin-Cocher, General Manager of the brand for the Belux market. “We are therefore pleased that our current range maintains this special connection with the Belgian public. The C3 is indeed very visible in the Belgian car landscape and we are very enthusiastic about it. We are on the eve of the 2023 Brussels Motor Show and we are convinced that we can use the success of the C3 to further strengthen Citroën’s position.”
Citroën builds further on is success and is planning a number of attractive offers for the Citroën C3 for the 2023 Brussels Motor Show. The C3 You! (e.g. equipped with air conditioning, BlueTooth radio and cruise control) is available from € 13,480 (€ 5,000 unconditional discount). More Citroën news soon!
We drove the Alfa Romeo Plug-in Hybrid Q4 Veloce in the historic roads near Biella…
Alfa Romeo is at an important turning point of its long history. With the Tonale, this potent, 280 HP stylish compact SUV, it wants to make a fundamental transition. It is the first milestone on the way to zero emission(s) – within 5 years the brand wants to see all its Alfa’s electric. It makes us shiver, quite frankly, and hopefully not literally, when a cold winter will bite us all in conflict ridden Europe nowadays.
But indeed, a positive mind and hope should fulfill our hearts, and looking at the mechanics of this Tonale, there is still plenty to let it beat a bit faster.
Hans Knol ten Bensel
An excellent and very convincing thoroughbred hybrid.
The Tonale is conceived when the merger between FCA and PSA was not yet achieved, and this is one of the (main?) reasons we find a so-called FCA “GSE” or Global Small Engine, also marketed as Firefly, under the hood as its combustion engine. This is a family of engines produced by Fiat Chrysler Automobiles or (FCA) starting in 2016, and subsequently Stellantis.
The unit in the Alfa is also dubbed as the “FCA e-engine” and is to be seen in slightly different power versions now also in the Jeep Renegade 4xe, in the Jeep Compass 4xe. It is being produced in the Brazilian Betim plant, now the largest vehicle plant in Latin America and one of the largest in the world. It was the production unit with the largest capacity installed of the entire Fiat Chrysler Automobiles (FCA) group. The Tonale itself rolls of the production lines at the Stellantis plant in Italian Pomigliano d’Arco, a municipality of the Metropolitan City of Naples in Italy, located north of Mount Vesuvius.
Of course, this engine embodies the very latest state of the art technology. Indeed, this new generation MultiAir III, present in the GSE family, has even more flexible valve control. The new cam profile with pre-lift allows the opening of the suction valves during the exhaust phase, aiming at the realization of the internal EGR, with reduction of nitrogen oxides and increase of the efficiency of the engine in the partial load. Besides, the lifting profile of the MultiAir III intake valve is more extensive and makes it possible to manage the effective compression ratio of the engine, keeping the tendency to detonation under control regardless of the fuel used. Wow!
The unit produces 180 HP or 132 kW, and is coupled to a 6-speed automatic transmission, which provides traction to the front axle. We must say that the unit is not only smooth and very willing, it also produces the unmistakable, typical throb of a classic Alfa; the sound engineers did truly excellent work!
But then, this is a fully fledged hybrid, and this Tonale Q4 has an electric motor capable of supplying 90kW of max peak power and 250 Nm of torque to the rear axle.
The battery at the centre and the electric motor and its battery junction control box at the rear warrant an excellent weight distribution…
The 306-volt, 15.5 kWh lithium-ion battery supplies an electric range of over 80 km in the urban cycle and more than 600 km of total range. It is also excellent in terms of sustainability thanks to the new hybrid drivetrain which reduces Co2 emissions to 26kg/km, bringing the range’s total emissions down by 40%. A reduction has also been made in fuel consumption, which has been brought down to 1.14 liters per 100 km in the WLTP cycle. Plus, with the aim of providing maximum efficiency, it takes less than 2.5 hours to fully charge the battery when the 7.4 kW onboard charger is in use.
Driving is believing…
We took the Tonale “Q4” -as we shorten its name here – on an interesting 102 km road circuit laid out by the Alfa people in the surroundings of the Balocco proving ground. It led us via an interesting picturesque city Ricetto di Candelo and its beautiful Castello di Castellengo towards Biella, then took us on a nice curvy stretch back to the Autostrada direction Balocco. Endearing is the precision of its steering, and the feedback of the road surface in your hands at the wheel. You can really place this Alfa on the ideal line and adopt some razor sharp driving, even in the “natural” or “N” mode. We found the steering a bit too light however, except in the “D” or Dynamic mode, where the steering is more direct, even more responsive and feels a bit heavier.
The gleaming row of Alfa’s ready for the road test, aligned in front of the Balocco Proving Ground headquarters…
But pleasure at the wheel is to be had every inch of the way, and we found the Alfa also display excellent neutral handling, also thanks to its ideal weight distribution. Icing on the cake was a stint on the curvy circuit section of the proving ground, behind a Giulia Quadrifoglio pace car. It gave us the opportunity to drive flat out and (safely) close to the limits of this endearing Tonale, and the car could prove its qualities masterfully. Remember, the four wheels are driven, the front wheels being powered by the internal combustion engine and the rear wheels driven by the electric motor. Your servant could thanks to the e-AWD system, enjoy the instantaneous deployment of 100% of available torque from the electric motor, with a rear axle responding as soon as one steps on the throttle, and this resulted in excellent and stable out of corner acceleration, truly exhilarating indeed!
The performance is of course nothing short of astonishing. On the short straights of the circuit speeds well over 170 km/h were easily achieved, with stopping power to match. The “Q4” Tonale shoots from 0 to 100 km/h in merely 6,2 seconds and hurtles further to a top speed of 206 km/h. On e-power alone, the Tonale can achieve 135 km/h.
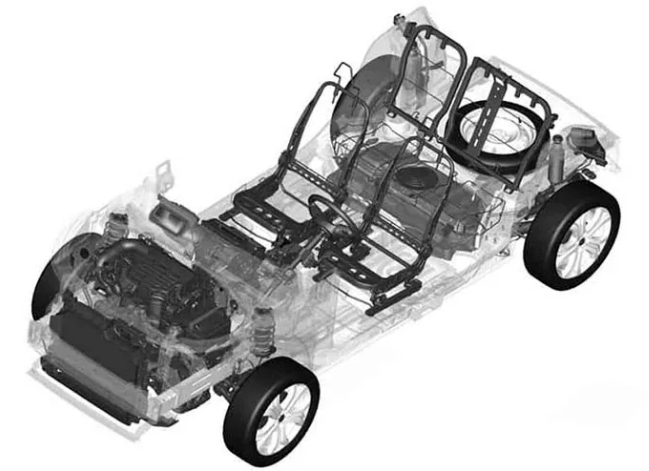
The suspension is well calibrated. For technical buffs we tell you here that the Tonale, as a result of its development history, runs on the FCA Small Wide platform of the Jeep Compass of the second generation.
The D.N.A. selector at the centre of action…
You can drive this Alfa exactly how you feel. We already applauded its qualities in the Dynamic mode, and the subdued but sporting roar of the engine still rings in our ears. But then you can also enjoy the agility, responsiveness and nimbleness of the Alfa Tonale in a more refined, “zen” way, which Alfa calls “modern sportiness”. We do agree, as the transgression between engine and E-power is ever so smooth as to becoming completely imperceptible, and that is no small feat. So when you select “N” or “Natural” mode, it keeps hybrid driving to all-wheel drive to optimize performance. The use of combustion engine and electric motor is automatically managed and allows for energy and fuel savings without giving up on performance.
Last but not least there is the “Advance Efficiency” mode, calibrated to obtain maximum energy efficiency in full-electric driving mode. It is the ideal driving mode in urban traffic. When you lift the throttle, the car continues driving in “Sailing.” Meanwhile, when one is going downhill, the new eCoasting Descent Control is activated to maintain a constant speed of 50 km/h, which is however adjustable with a light dab on the throttle or brake. Specifically, “E-Save” allows one to recharge or maintain the battery level when the internal combustion engine is on, and there is also the regenerative braking system.
Premium comfort and safety
The Tonale is quite roomy, remember, it rolls on the second generation Jeep Compass platform. Sound insulation is also quite good, enhancing the “zen” driving experience. Moreover, on-board comfort is also ensured by dual-zone climate control, pleasing ambient light, a sophisticated Infotainment system, ventilated and heated front seats, and a 14-speaker Harman Kardon sound system.
It also includes ADAS systems for level 2 automatic driving, a hi-res camera which provides a 360° view of the car, a Blind-Spot Detector and Rear Cross-Path Detector, as well as superior structural and industrial quality which earned it a 5-star NCAP rating.
Software connectivity…
Amazon Alexa allows one to remain constantly updated on the state of the vehicle from the comfort of one’s home, as it provides useful information like the charge Tonale Plug-In’s battery. The built-in Infotainment system comes standard and offers contents, functionalities, and services which are constantly being updated via its customizable Android operating system and 4G connectivity with “Over The Air” (OTA) updates.
Thanks to a hi-res screen whose overall dimensions are 22.5”—a 12.3” totally digital screen and a 10.25” main touchscreen unit, the Tonale Plug-In ensures easy-to-use connection. The centre 10,25” screen is also seen by the way in the 500e. The Tonale Plug-in Hybrid Q4’s circular dials include ad-hoc upgrades like the electro-biscione in the lower part of the right dial which changes color based on the electric motor’s status (off, on, on and charging) and so provides all the information related to power and charging. Clever!
Four new functionalities of Alfa Connect Services make their debut on the Tonale Plug-in Hybrid Q4:
E-control: it allows the customer to control various functionalities based on the EV features—like charging and the climate control system—at a distance directly from the My Alfa Connect App, which you have to install on your phone.
Dynamic Range Mapping: it allows drivers to travel with peace of mind as it shows them the destination they can reach based on the battery charge both on the navigation system map and the My Alfa Connect app.
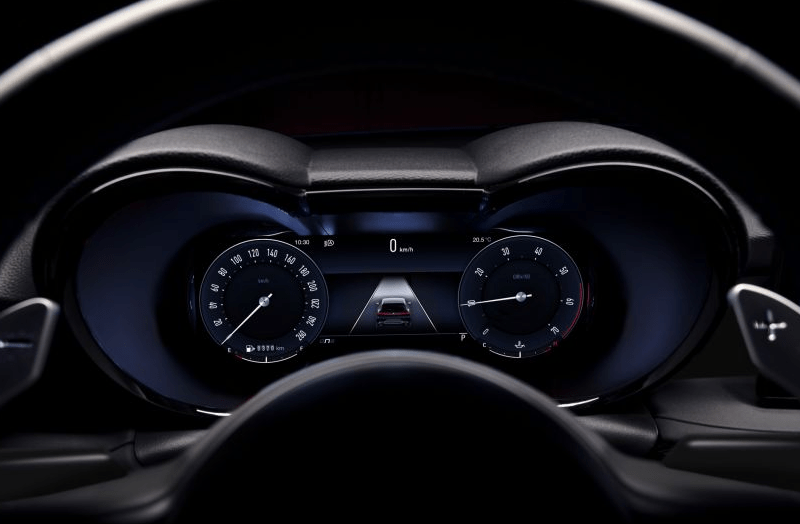
At the end of our 105,9 km road trip, the instruments tell the story: we drove 50,6 km on engine power, 55,2 km on batter e-power. This resulted in a consumption of 3,86 litres/100 km, but then with 8 km left in the battery, so we estimate some 14 kW consumed…
Charging Station Finder: it allows the customer to see the nearest public charging stations both on the navigation system map and the My Alfa Connect app.
My eCharge: it allows for the use of the My Alfa Connect app to directly access Free2Move eSolutions services to manage public and private charging. In fact, it is possible to locate the public charging stations, check the charging methods, make payments, visualize the charge history, manage one’s own Wallbox to decide how much electricity to use and even increase, decrease, suspend, and reactivate the charge.
Your Tonale has an NFT which lets you generate a certificate…
This means that specifically, based on the customer’s selection, the NFT generates a certificate which guarantees the identity and good maintenance of the vehicle, and thus supports its residual value. The NFT certificate provides a further source of credibility on the used car market and is even more valuable on the Tonale Plug-In Hybrid Q4 as it contains even more information.
A special “Edizione Speciale” at the launch…
The Tonale Plug-in Hybrid Q4 is the top-of-the-range model and is in line with the simplification and rationalization of Alfa Romeo’s lineup strategy. In fact, it can already be ordered in the exclusive EDIZIONE SPECIALE launch version and in the VELOCE trim which has been made to reach the most in terms of performance and sportiness.
The EDIZIONE SPECIALE offers inserts on the titanium body, a special badge on the fenders, and a “Tonale” black badge, 20” alloy wheels, metallic pedals, red Brembo brake calipers and aluminum shift paddles which are integrated into the steering column. Later on, customers will be able to order the Tonale Plug-In Hybrid Q4 in the Ti trim for a more elegant and distinctive character.
We have to wait a bit to get our hands on this remarkable Alfa for a more extended test, but stay tuned for more Alfa news soon!
Right after having unveiled its new brand identity, Citroën stunned the international press last Friday, when it presented its OLI concept car in Paris.
You can judge yourself from the photos I took with my flagship Samsung S22 (I am getting increasingly used to it now) how completely groundbreaking the design and the whole concept of the car is actually.
I decided to bring the news of this concept car in different episodes, as thanks to the excellent PR people, I was able to have interviews with not only the CEO of Citroën, Vincent Cobée, but also with Laurence Hansen, Head of Citroën Product Development and Citroën’s Head of Design, Pierre Leclercq. I will bring this extensively in further reports, together with also a further interview with Laurent Barria, responsible for marketing.
So read on, and you can expect much more soon!
Hans Knol ten Bensel
The oli concept car focuses on how more can be achieved with less…says Citroën CEO Vincent Cobée
In the footsteps of the Ami…now for mobility of the whole family.
Citroën already showed with its Ami (in a few days, we will also attend in Brussels the introduction of the Ami Buggy) that it believes strongly in offering affordable mobility, and it builds further on this concept, taking ‘unconventional’ to a new level with this conceptual oli [all-ë].
The Citroën oli concept is designed to do the same for family mobility that Ami achieved for personal urban mobility. Significantly, oli acts as a precursor to the concepts and innovations that will be available in future Citroën electric models.
The oli concept car focuses on how more can be achieved with less, first and foremost with less weight, how the inventive use of responsible materials and a sustainable production process can lead to inexpensive yet desirable zero-emission vehicles that meet multiple lifestyles.
In his introduction speech, CEO Vincent Cobée stated “Three societal conflicts are happening simultaneously – first is the value of and dependence on mobility, second is economic constraints and resource uncertainty, and third is our growing sense of desire for a responsible and optimistic future.”
Then he commented on the trend that cars are becoming bigger, heavier and more complex…
Styling language which is soon to be seen on new Citroën models…
“A typical mid-70s family car weighed around 800kg and was 3.7 m long and 1.6m wide.” He continued. Today’s equivalents have grown to more than 1200kg, are at least 4.3 m long and 1.8m wide. Some even weigh more than 2500kg. Legal and safety requirements have driven some of this, but if the trend continues and we carry on parking these vehicles 95% of each day and driving 80% of journeys with a single occupant, the conflict between the need to protect our planet and the future promise of sustainable, electrified mobility will not easily be resolved.”
He concluded: ““Citroën believes electrification should not mean extortion, and being eco-conscious should not be punitive by restricting our mobility or making vehicles less rewarding to live with. We need to reverse the trends by making them lighter and less expensive and find inventive ways to maximize usage.”
So true we would say, and it is this unerring vision which inspired Citroën to build this concept car.
They focused instead on creating a pure, honest vehicle that is above all lighter, less complicated and truly affordable, as well as inventive and joyful.
With oli, Citroën is raising the stakes for future family mobility by re-thinking every detail to reduce resources and needed materials without compromising on quality or versatility.
A car conceived and built for a (very) long life
Laurence Hansen, Head of Citroën Product Development… now we choose a lifestyle, and the car which responds to it…
Who does not crave for a car which becomes your classic, beloved, (life)long companion? Well, that’s the beauty of it, the oli will be at your side, no matter what or how long. This conceptual multi-activity family vehicle has sustainability at its heart and demonstrates how ‘best-in-class’ Life-Cycle-Assessment (LCA) can be achieved, from conception onwards with restrained, optimal use of lightweight and recycled materials, to sustainable production processes, and from durability for an extended ‘life in service’ to responsible end-of-life recyclability. The front and rear end parts can be easily changed, upgraded, customized, and the oli can within the family be passed from one generation to another…
Thoughtful details…
Clever details are found throughout. The seats, for example, are simply constructed and use 80% less parts than a traditional seat. They are made of recycled materials and clever ‘mesh’ backrest designs enhance the natural light inside the vehicle.
They can also be easily upgraded or personalized to suit the taste of individual owners. It’s indeed the result of a chosen and adopted lifestyle, and the concept car reflects that. Your servant also suggested to Citroën Head of Design Pierre Leclercq that in the aftermarket, a company like Ikea could offer their version of the seats to rejuvenate the interior after many years of use, for instance. Pierre Leclercq liked the idea…
Less weight means less power needed and more range…
The oli offers reasonable, useable performance for many. Through the use of lightweight materials, oli can extend the range of the 40kWh battery on board to up to 248 miles between charges. Citroën has also limited the top speed of the oli to 68mph to maximise efficiency, while rapid charging capability ensures a charge from 20% to 80% takes just 23 minutes.
Extraordinary looks, harbinger of a total revolution…
The reasonable performance – read top speed – gave extra room for the designers to shape the concept car. Striking and clearly making a statement, oli’s unconventional stance and silhouette exude personality, productivity and positivity in a footprint similar to a compact SUV at 4.20m long, 1.65m high and 1.90m wide.
It defies traditional labelling. oli can be whatever it needs to be – family limo, urban explorer, adventure vehicle, workmate, or even an extension to the family home thanks to its ability to power everyday appliances.
The oli was presented in the stunning setting of a caserne de sapeurs pompiers in Paris…
Pierre Leclercq, believes oli embraces purity and geniality for families who don’t care for automotive status and stereotypes. I couldn’t agree more…
In the oli, the aesthetic approach has been deliberately exaggerated to reinforce functionality and versatility. And, like Ami, it is not afraid to show its simple and intuitive approach and distinguishes itself with its playful use of colour highlights, bright trim materials and vivacious patterns that advocate opportunities for personalisation.
Versatile
The oli truly threads new paths here. Oli’s flat bonnet, roof and rear ‘pick-up bed’ panels, as well as driving the vehicle’s unique silhouette, were chosen to meet the objectives for low weight, high strength and maximum durability.
Made from recycled corrugated cardboard formed into a honeycomb sandwich structure between fibreglass reinforcing panels, they have been co-created with partner BASF. They are coated in Elastoflex® Polyurethane resin covered in a protective layer of tough, textured Elastocoat®, which is often used on parking decks or loading ramps, and painted with innovative, waterborne BASF R-M Agilis® paint.
The panels are very rigid, light and strong – so strong that an adult can stand on them – and weight is reduced by 50 per cent when compared to an equivalent steel roof construction.
The roof is quite strong, as is amply demonstrated by Laurence Hansen, with Pierre Leclercq and CEO Vincent Cobée applauding…
Load carrying versatility is not compromised either, as roof rails each side of the roof panel allow owners to attach accessories like bicycle racks and roof boxes for family vacations, while below the bonnet panel are neatly detailed storage areas including compartments for charging cables plus personal and emergency items.
Not afraid to go vertical…
All of the key design elements on oli are perfectly horizontal or vertical, indeed, Citroën is looking for honesty and efficiency in the form language.
The windscreen is vertical because it’s the shortest distance between top and bottom and uses the smallest amount of glass. As well as reducing weight and complexity, the smaller screen is less expensive to produce or replace.
To aid aerodynamic efficiency, oli features an experimental “Aero Duct” system between the front section of the bonnet and the flat top panel which blows air towards the screen, creating a curtain effect to smooth airflow over the roof.
The eye-catching windscreen frame is finished with a bright ‘infra-red’ wrap – a new signature colour Citroën will use in conjunction with its new brand identity.
The contrast between horizontal and vertical is evident in the rationally thought-through side panels and glass.
The front doors follow the example set by Ami and are identical on each side, though mounted differently. They are lighter, yet still strong, and much easier to make and assemble.
Reducing complexity and simplifying construction saves 20% in weight per door compared to a typical family hatchback. Half the number of components is required, and around 1.7kg per door is saved by the removal of the loudspeaker, soundproofing material and electrical wiring.
The external door panel is simpler to stamp and is designed to maximize interior storage. Gentle curvatures flow up the sides of the vehicle, and into the top of the side glass as it tumbles home to the roof.
Large, horizontal windows are tilted slightly towards the ground to help to reduce the effects of the sun, and manual, easy-to-operate “flip up” pantograph opening sections, similar to those used on Ami, provide fresh air ventilation.
The narrower rear doors are hinged at the rear of the vehicle and use vertical glass to give rear passengers more light and visibility. The change in form between the front and rear doors also gave an opportunity to add a passive air intake providing ventilation for rear seat passengers.
Access to the spacious cabin is wide, uncluttered and unhindered with both side doors open – ideal for when the driver needs to get straggling family members loaded efficiently.
Front and rear lighting modules are, again, uncomplicated but highly distinctive, and also play with the contrast between two horizontal lines and one vertical section. This approach will be evolved further as a distinctive Citroën lighting signature in future production vehicles.
A pick-up (load)bed in the boot…
Instead of a conventional boot, oli features an unexpected, inspired exercise in useful product design, and comes with a pick-up bed inside the boot for added practicality. The independent rear seat headrests pop up into the roof, the rear screen glass opens upwards, with the flat 994mm wide removable load bed expanding in length from 679mm to 1050mm.
The tailgate folds down and with the load bed panel removed there is up to 582 mm height between the vehicle floor and the rear glass. With the panel in place, 330 mm height of useful and secure trunk space is available below. The removable bed panel is light and flat, and made from the same recycled cardboard structure as the bonnet and roof panels.
But there is more, on the bodywork, the interior, the wheels and drivetrain. More soon!
The Scorpion brand’s first SUV will be exclusive to the LAT(in)AM(erican) region, at least for the time being.
The reason is simple: the Abart Pulse is manufactured and developed in Brazil.
After the Stilo Abarth in 2002 and the iconic Abarth 500 in 2014, the new Abarth Pulse marks an important turning point in the brand’s global development plans, going beyond the European and Asian borders, and spreading now throughout the world, offering its fans a specific model dedicated to South America.
“Abarth’s return to the Latin American market is a source of great pride for us – declared Olivier Francois, FIAT & Abarth Chief Executive Officer and Global Chief Marketing Officer of Stellantis -.
“The characteristics of performance and style, which have always distinguished Abarth, remain intact and will offer a true Abarth experience to our fans across the ocean.” He continued. “The Abarth Pulse is only the beginning and we want to keep completing the family. We couldn’t be more delighted by the positive momentum created in Latin America first by the Fiat Pulse and now by the Abarth Pulse.”
The brand has planned a series of initiatives to consolidate the relationship with the many admirers of the Scorpion overseas.
It starts with a digital (marketing) platform through which they can discover the news related to the model and the brand. This will be followed by the creation of dedicated spaces at Fiat dealerships in the country, where customers can learn more about the purchase of Abarth models thanks to specialized sellers.
Will the Pulse come to our shores? Maybe, or will we see another Abarth SUV for our market? Will it maybe a BEV or PHEV? Only the future will tell…
What we know is that the Abarth is based on the Fiat Pulse, which was developed under the codename Project 363. The car is built on the MLA platform which in turn is based on an improved platform used by the Argo hatchback.
The MLA platform, dedicated to the South American market…
We read more about this MLA (Modular Architecture) platform in the specialized press.
Fiat has indeed launched a completely new modular platform in the spring of 2021—for its cars in Brazil.
It is of course in the cards that this and current Fiat/Jeep small car platforms will be merged with Peugeot’s CMP to form a completely new Stellantis small car platform (STLA-Small) which can accommodate gasoline-powered, hybrid-electric, battery-electric, and hydrogen fuel cell power along with either front or all wheel drive.
The rollout of these STLA platforms will begin in late-2023 with a top-down approach. This means beginning with the STLA large platforms for segments D and E. The dedicated BEV-focused platform for the segments A, b and C will be launched only in 2026.
So for the time being the car will be seen in Brazil… but one never knows!
Kia announced its key targets to transform into Sustainable Mobility Solutions Provider. This corporate vision is supported by three key pillars – ‘people’, ‘planet’ and ‘profit’. It did this in presenting the roadmap to 2030 at the company’s 2022 CEO Investor Day virtual event.
Under these pillars, Kia will strive to enhance customer value and nurture talents, reduce carbon emissions in consideration for the environment, and generate profits while working as a responsible corporate citizen.
Kia also announced its four key business targets for 2030. These core business aims include: accelerating electrification and achieving annual sales of 1.2 million battery electric vehicle (BEV) units by 2030; reaching 4 million annual vehicle sales by 2030, including over 2 million eco-friendly models; expanding the application of connected car feature and autonomous driving technologies to all new vehicles; and become the number one brand in the global purpose-built vehicle (PBV) market by 2030.
Kia to establish a line-up of 14 BEV models by 2027. Indeed, starting in 2023, Kia plans to launch at least two BEVs per year. Compared to its previous plan to release 11 models by 2026, Kia will add two electric pickup trucks – a dedicated electric pickup truck and a strategic model for emerging markets – and an entry-level BEV model.
‘AutoMode’, Kia’s new autonomous driving technology, to be launched in 2023 with first application in EV9…
Kia’s range of autonomous driving technologies, branded ‘AutoMode’, will be rapidly expanded throughout the line-up starting with the EV9 in 2023.
Kia AutoMode supports performance optimization through wireless updates and will be improved as the technology develops. It will also include Highway Driving Pilot feature which would enable driving without driver intervention on highway sections. Kia aims to expand connected car features to all vehicle lineup by 2025
Aims to become No.1 global PBV brand by 2030···first dedicated PBV model in 2025.
Indeed, As a customer-centered company, Kia will provide flexible mobility services that reflect the diverse needs of people and businesses. A core part of Kia’s work in this area will focus on PBV. (Purpose Built Vehicle)
Kia is the one of the first movers in the global PBV market and plans to become a market leader. The demand for delivery and logistics services has increased significantly following the acceleration in e-commerce during the Covid-19 pandemic. In the mid-to long term, Kia will develop dedicated PBVs. The dedicated PBV will be developed as flexible structure that sits on a flat, skateboard EV platform, so that the size and shape can be adjusted according to the purpose and customer needs.
Kia will launch its first dedicated model in 2025 when the PBV market is expected to mature. The first dedicated PBV will be similar in size to a medium-sized vehicle, with inherent scalability.
Company announces financial targets for 2026···gross revenue of KRW 120 trillion; operating profit margin of 8.3%
The company plans to garner 39 percent of operating profit from BEVs in 2026 with the reduction of fixed costs through volume expansion and cost reduction from technology development.
Furthermore, Kia expects that by 2026, the contribution to operating profit from all eco-friendly models will reach 52 percent, exceeding that of internal combustion engine models.
To achieve these goals, Kia will not only expand sales of its eco-friendly models but also greatly improve profitability, securing additional sales and profit structures due to the commercialization of new businesses and technologies.
Kia will also actively participate in Hyundai Motor Group’s next-generation projects, such as Advanced Aviation Mobility (AAM), robotics. Specifically, Kia plans to focus on creating synergy between the Group’s AAM efforts and its own PBV business.
We keep you posted further on Kia soon as next week we will test the Kia EV6!
Alfa Romeo presented on February 8th its Tonale, the model that marks the Brand’s metamorphosis. Of course Alfa remains true to its DNA of noble Italian sportsmanship since 1910, but the Tonale a radical evolution is taking place at Alfa Romeo. It enters a new era of connectivity and electrification.
We bring you here in this first report the main points, of course, more will follow when we see the car ‘in the flesh’ at further presentations.
The Tonale breathes unique Italian design, being extraordinarily faithful to the concept model which you see here on the photo above, which we could admire feel and touch at the Centro Stile.
The car embodies state-of-the-art technology, Alfa says, with software and electrification systems enhancing the Brand’s DNA. With the launch of this car, Alfa also deploys a universe of innovative, customer-focused services. See more below…
The Tonale has a clear mission: reinventing sportiness for the 21st century. The name marks the evolutionary continuity with Stelvio, a fascinating new road that leads to a new destination: the future.
The car is made in Italy, at the revamped “Giambattista Vico” plant in Pomigliano d’Arco, according to Alfa one of the most advanced production plants in the automotive world, where a dedicated assembly line has been built with cutting-edge technology and high levels of automation.
The technology in the Tonale is aimed at enhancing the unique Alfa driving experience, but not only that: it also wants to bring the customer experience at another level and sets steps to protecting its residual value.
Indeed, in a a world exclusive, Tonale is the first car on the market equipped with a NFT (non-fungible token) digital certificate. Based on blockchain technology and uniquely linked, the Tonale NFT certifies the car upon purchase, then evolves to represent its use during the car’s life cycle, with major benefits in terms of protecting its residual value. With the customer’s consent, the NFT will record vehicle data, generating a certificate that can be used as a guarantee that the car has been properly maintained, with a positive impact on its residual value. On the pre-owned car market, NFT certification represents an additional source of credibility for owners or dealers to count on. In the meantime, buyers will be reassured in their choice of car.
The Tonale also sports an all-new infotainment system. Totaling 22.5”, the two large Full TFT screens are installed.
The world of Amazon in your Alfa…
The infotainment system is designed to offer Over-the-Air updates and integration with Amazon Alexa.
There is a complete integration with Amazon: courtesy of the “Secure Delivery Service”, you can choose the Tonale as the place to deliver the packages you are expecting, by unlocking the doors and letting the courier leave them inside the car, all completely safely.
You can also receive constant updates on vehicle status from the comfort of your home, find out the level of charge and/or fuel, search for points of interest, find your car’s latest location, send remote locking and unlocking commands, and much more. “Alexa” can also be used to ask to add products to your shopping list, to search for a restaurant nearby or to adjust lights or heating connected to your home automation system, all while remaining focused on the road.
The technology is also focusing on safety, with level 2 ADAS systems.
Cabin comfort is of course not neglected. Alfa tells us that the cabin environment is designed for and around the occupants, with meticulous attention to detail, paired with a constant quest for the highest quality.
Two levels of electrification – Hybrid and Plug-in Hybrid Q4, developed by Alfa Romeo.
State-of-the-art electrification: this electrification serves the Brand and its DNA, with the mission of reinventing sportiness for the 21st century, Alfa announces.
The Tonale debuts the 160-hp Hybrid VGT (Variable-Geometry Turbo) engine, an exclusive for Alfa Romeo. Its variable-geometry turbocharger paired with 7-speed Alfa Romeo TCT dual-clutch transmission and the 48-volt 15-kW, 55-Nm “P2” electric motor makes it possible for the 1.5-liter gasoline engine to propel the wheels even when the internal combustion engine is turned off.
Alfa Romeo has opted for this technical solution to offer an authentic electrified experience. The transmission enables startup and travel in electric mode at low speeds and when parking and cruising. At launch, the 130-hp Hybrid version is also available, again paired with 7-speed Alfa Romeo TCT and 48-volt “P2” electric motor.
The 275-hp Plug-in Hybrid Q4 version with all-wheel drive is has an expected range in electric mode of up to 80 km in the city cycle. It is the most powerful and efficient version in the line-up.
To complete the engine range, there is also a new 1.6-liter, 130-hp diesel engine with 320 Nm of torque, paired with 6-speed Alfa Romeo TCT dual-clutch automatic transmission and front-wheel drive.
Customers at the center of the Alfa Romeo universe…
With Tonale, Alfa Romeo launches a series of new services, which redefine the customer experience and will cover the brand’s entire line-up.
A digital experience: the customer purchase experience can take place online from the comfort of home, in three simple steps, by accessing an interface identical to the one used in dealerships.
Extended warranty: Efforts to improve the quality of the end product have resulted in the availability of an innovative Alfa Romeo extended warranty, lengthening the protection of the vehicle’s main components to 5 years. The warranty for the batteries in the hybrid Tonale versions has also been extended to 8 years or 150,000 km traveled, becoming the best offer in the segment.
Alfa Romeo Certified is the dedicated to customers in the pre-owned car market. The aim is to ensure a shopping experience that is identical to that of buying a new vehicle. The main features of the service are as follows:
Warranty coverage equivalent to that of a new car.
“Satisfaction or your money back”, within 10 days or 1,000 km
No maintenance costs, for 15,000 km or 1 year
120 vehicle checks
Customized after-sales and financing services
Test drive
24/7 roadside assistance in Europe during the warranty period
Finally, Alfa Romeo Videocheck is the service dedicated to after-sales, created in consideration of the special relationship its customers have with their car. One sole aim: service quality and transparency for customers. When at a workshop, if a car is found to need more work than agreed with the customer, the technicians will be required to follow a procedure via mobile app to certify the work, with a video to accompany the related repair costs. The customer will then be free to partially or fully accept or reject the new quote.
Driving dynamics…
Rather impeccable, according to Alfa. It has the best weight distribution and the most direct steering in its segment (13.6), and the fact it is the only model in its class to be equipped with the Integrated Brake System (IBS). The adoption of fixed calipers by Brembo, with 4 pistons and self-ventilated discs at the front and full discs at the rear, contributes to the improved braking performance.
The Tonale opts for the fully independent MacPherson suspension system, with Frequency Selective Damping (FSD) shock absorbers. The new Tonale offers two drive solutions: Q4 all-wheel drive in the Plug-in Hybrid e-Q4 version, and front-wheel drive in the Hybrid and diesel versions. The latter are also equipped with Alfa Romeo electronic self-locking differential. The specifications are completed with a “Dual Stage Valve” active suspension with electronically controlled damping.
New line-up strategy
The Alfa Romeo Tonale introduces a new line-up strategy.
Two trim levels are available – Super and Ti, both with clearly defined specifications. The Super trim can be customized with the Sprint pack, which includes numerous options with a strong sporty connotation. Alternatively, the Ti trim can be added to with the Veloce pack, to reach the peak in terms of performance and sportiness.