We drove the new Subaru EV range – here you see the Solterra – on roads and terrain around the Château-Ferme de Moreinsart in Ottignies…
Subaru has now also joined the EV trend with its new range, the Uncharted, Solterra and E-Outback. Subaru, the high-tech company with an impressive sporting history and a tradition of absolute engineering excellence, develops its new EV’s in a 50-50 % in a team-building framework with Toyota.
We were welcomed by Subaru Benelux PR Manager Dick Braakhekke…
and Kobayashi Kota, Business Coordinator of Subaru Benelux…who explained the DNA of Subaru…
Of course, it conserves its proper DNA. Kobayashi Kota, Business Coordinator of Subaru Benelux, explains: where Toyota engineers concentrate on the engineering and development of the E-Axle, the traction and the advanced EV battery, and last but not least brings in the e-global platform, Subaru develops the AWD system and e-axle management, develops the (suspension) setup and drivability, and is also responsible for safety.
The stylish Uncharted was our first drive, and stole our hearts…
We could drive the three cars of Subaru’s new EV family on the winding roads around the Château-Ferme de Moreinsart in Ottignies. The castle also has a magnificent terrain in its surrounding woods, were we could experience the impressive AWD terrain qualities of the Subaru’s, a quality were the brand is (so) very famous for.
Indeed, the Subaru engineers have developed and honed this to perfection, and we found that the cars were totally easy to drive through terrain, and that even a total novice could steer the car safely over the most demanding off road tracks. Needless to say that we would like for you to put these cars through a more extended road and terrain test for you soon…
A well balanced range…
We start here with the Uncharted, the shortest of the three, with a total length of 4,535 meter. All the cars run on the same platform, but the Uncharted has a shorter wheelbase of 2,750 meter. It is also the lightest of the three, with 1,850 kg when you opt for the 2 WD ‘base’ version with 123 kW or 167 HP. Mind you, in this ‘2E excite’ version, you still enjoy plenty of zest with an acceleration from 0 to 100 in merely 8,2 seconds.
You have a 58 kWh battery which gives you a WLTP range of some 451 km. Its price is attractive with 36.995 including VAT at the moment of writing. We found the exterior (the) most pleasing, and also the interior made us smile. The seating position is excellent, and still in the revered Subaru tradition, the car handles very engaging indeed, and actually the same goes for the Solterra and the E-outback.
The compact Uncharted still seats five easily, and of course you can have more power and range, together with AWD. The top “4E-experience+” version gives you 252kW/343hp combined with a 77 kWh battery. WLTP range is then 490 km and it is good to know that the towing capacity is not less than 1,500 kg. This version is at the time of writing priced at 47.995 Euros.
The Solterra (see photo here above) comes in an ‘4E experience’ version which costs exactly the same as the ‘experience+’ version of the Uncharted, with the same battery capacity and engine power, but here the car is longer overall with 4,690 m and has a longer wheelbase of 2,850 m. It can also tow 1,500 kg and has a larger boot space of 452 l compared with 403 l for the Subaru Uncharted.
The E-Outback is the top of the range model, has the same wheelbase as the Solterra, but is the longest with 4,845 meter and also the most powerful with a 280 kW/381 HP motor, which puts performance almost in the supercar league. The car is available in 4E experience and experience+ versions, with the WLTP range in the most dynamic version being 477 km with its 74,7 kW battery.
We also put the E-Outback through its paces on the off-road course, and we were truly impressed by the uncanny ease with which it tackled every possible terrain challenge we put to it. The inexperienced driver is aided by Subaru’s unparalleled driver-assistance system.
Its ‘Hill Descent Control’ is fully integrated into their X-Mode system – an enhancement to their standard Symmetrical All-Wheel Drive drivetrain. With X-MODE activated, HDC is automatically engaged when it detects a descent. Subaru’s hill descent control can only be used when driving under 12 mph and controls the throttle response and brakes when moving up steep hills to ensure traction is kept.
We will be driving the Subaru Uncharted and the other new EV’s after the summer holidays. Stay tuned!
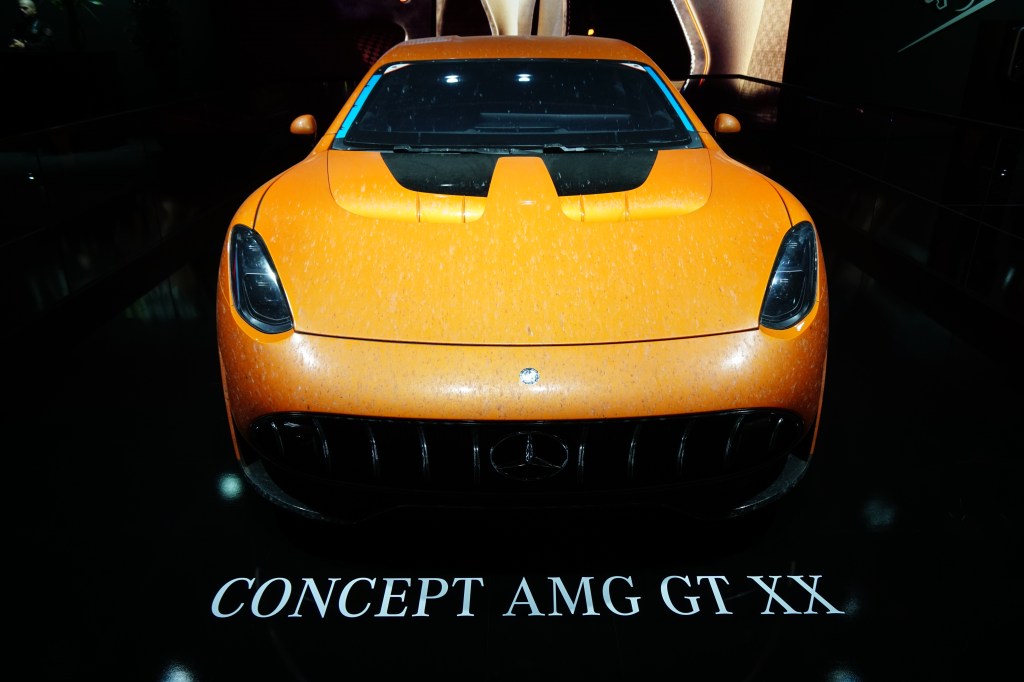
The latest Brussels Motor Show proved to be a treasure trove for us car enthusiasts. At the impressive wonderful Mercedes stand on the show we met on the press day with Robert Lesnik, Director of Exterior Design. In front of the iconic and already legendary Concept AMG XX, he presented styling examples of what Mercedes believes stands for the brand.
He started off with this AMG XX, and commented that this car embodies a rare combination a very aggressive sporting front end, the side view with the timeless proportion of the long bonnet, a very round shaped rear end and an amazing interior. He also showed the legendary Autobahnkourier, and he also focused on the grille of the 300 SLR Uhlenhaut Renncoupé, being so iconic and a typical design hallmark over the years for the sport coupés and cabrios of the brand. He also commented further on the Concept AMG that this car is the harbinger of what is to come for the series version of this AMG Electric sports coupé.
Robert Lesnik commented further: “For the new generation we were inspired by our past cars and design heritage, which doesn’t mean that we are doing retro design. You can see it on the radiator grille of the new GLC Electric SUV, with just three horizontal bars illuminated, it is a modern interpretation of a classic design icon.”
Beauty and attraction…
“There are two elements, beauty and attraction, which are the goals when we design a Mercedes”, Robert continued. Something that attracts the customer and what he perceives as beautiful.”
“Obviously, this goes for both the exterior AND the interior. There must be a certain power. I would say the sweet spot for every Mercedes is the three-quarter rear end perspective, where you really see the shoulder, and you see also a very iconic graphic with two roundish rear lights, with three lights for the AMG versions.”
We asked also about the interior, although he is responsible for exterior design, but nevertheless…
“For the interior,” he continued, “there is always a combination of the digital and the analog. For the first time, we have a hyperscreen, made of three screens being seamlessly positioned together. Also when the instruments and screen is shut off, it is not uniformly black, the air vent openings are still illuminated, the touch fields and items on the screen are also still visible, the inside door handles have a metallic coating, silver shadow galvanized so to say, these elements were there earlier, and will stay also in the future. I always say, Mercedes has always a chromium strip more.” We could only agree…
Focusing further on the front of the car, Robert stressed that it is still somewhat higher, which results in a spacious frunk. We will also strive to have clean lines.
We asked Robert also when looking back at the elegantly styled cars for the hand of Paul Bracque, the cars were lean, low, with excellent all round visibility. Do we see these styling elements back in the Mercedes cars of today and the future?
“Indeed, cars were (much)smaller, but now cars are electric, and they need more volume because of the batteries. Cars therefore need to be higher and this also calls for bigger wheels. This means also that cars are wider and have longer wheelbases. So cars are bigger and later hopefully will get smaller again. But cars as elegant as the Pagode will never appear again because of the safety regulations… But for the next five years, our horizon is set, we have a good idea what our design strategy will be.”
We thanked Robert for the interview and show you here some photos.
In a further episode we will have a further interview with Oliver Löcher, Vice President Vehicle Engineering and Overall Vehicle Functions Mercedes-Benz Cars.
We attended a remarkable conference organized by the Belgian Historic Vehicle Association on the Brussels Salon, moderated by automotive history connoisseur Philippe Casse. The speakers were experts in the field: Loïc de la Roche, General Director of the Aventure Peugeot Citroën DS. He was followed by Thomas Stebbich, head of Audi Tradition and Audi Archives, Audi Museum Mobile and last but not least the August Horch Museum in Zwickau.
The third speaker was Thomas Antoine, honorary ambassador of Belgium and philosopher. Needless to say that he viewed the opened a very original perspective on our historic vehicle world.
Other (introductory) speakers were respectively Philippe Dehennin, President of BEHVA and Peeter Henning, CEO of Behva.
We thought it is useful to go more extensively into depth on what the speakers brought forward, as it was indeed interesting and opened many further perspectives. We therefore split the report in 3 parts.
You read here in this first part the main points put forward by the first respective speakers, offering us much food for thought: just read further…
Hans Knol ten Bensel
Introduction
An introductory adress was held by Philippe Dehennin, (see photo here above) who pointed out the explosive growth of historic automotive collections and museums. This automotive heritage forms now an integral and dynamic part of our European identity, and embodies a physical and iconic bridge between our past, present and future.
The crucial role of BEHVA…
Peeter Henning (see photo below) then presented the role and activities of BEHVA. The title of this conference already summarizes what BEHVA as an organization stands for: preserving a heritage that is not standing in a garage or museum, but which is to be admired and enjoyed on the road. We are all here together because we all believe that mobile heritage is cultural heritage, he pointed out. They bear witness to our technical, social, and cultural history. They celebrate craftsmanship, evoke industrial production and design, and last but not least, individual mobility and freedom.
The role of BEHVA is to defend the interests of this heritage. The BEHVA represents in Belgium all the amateurs of historic cars and their clubs. This includes more than 500 clubs and 110.000 members.
But our lawmakers put the existence and use of this heritage under pressure. BEHVA is the spokesperson for all these enthusiasts at the government level and is also the bridgehead toward the automotive sector and the international historic car world. We continuously stress the fact that the mileage of the cars of our members is about the equivalent of one month of an ordinary vehicle, and that lawmakers should take this into account.
BEHVA also keeps a close contact with all the actors of the automotive world, importers, independent specialists, insurers, education centers and schools. BEHVA Insurance now insures more than 72.000 historic vehicles in Belgium. We are the official representative at FIVA for our country in establishing international standards.
Preserving our heritage needs also the upkeep of technical knowledge, and passing them on to future generations. We have education projects for our youth, in maintenance, restoration and electric, mechanical and bodywork repair. We form a bridge between the professional garage and maintenance sector and schools and education centers, and tie them with the our historic car world.
There is a need in the sector for motivated young people and we create learning possibilities for them, as they are in need for a succesful career. Historic cars live in an ecosystem which BEHVA actively supports. Thousands of jobs are connected to this system. It is our mission that this history in motion stays indeed, in motion…
A filmed message was shown of the president of FIVA, Alberto Scuro. He is president of Automotoclub Storico Italiano (ASI) and was elected in november last year as president of FIVA. FIVA was founded in 1966 by an international group of historic vehicle organisations, who felt the time had come for a worldwide body to promote and guide the interests of the historic vehicle movement throughout the world. At present, FIVA comprises member organisations in 71 countries throughout the world, which in turn represent many millions of historic vehicle enthusiasts. We will come back on the role and function of FIVA in a special report soon…
A story of 9000 brands…
Moderator Philippe Casse discussed the beginnings of automotive history, and pointed out that Aristotle came up first with the idea of a self propelling vehicle, or “auto mobile.” It took another two millenia before Bertha Benz drove on August 5th 1888 at the wheel of her husband’s invention, the Patent Motorwagen, 106 kilometers from Mannheim to Pforzheim. Aristotle had already pointed out, there is no genius without a touch of folly… but it has changed the life of billions.
In 138 years, not less than 9000 different brands, of which 158 were Belgian, saw the light. They all together produced about 3,5 billion cars, of which today some 1,5 billion are every day on the road.
Every brand contributed to this, and therefore merits to be appreciated and preserved, as the collectors and clubs do today. Numerous brands also have museums, archives and collections. There are not less than 1,500 museums worldwide and several hundred thousand collectors.
The speakers today will convince you of the importance to preserve this heritage, this legacy which has triggered fundamental socio economcial changes brought about by the fabulous tool which is the automobile. Indeed, preserving this heritage is of great importance for the future of the automobile, and also to actively appeal to young generations to continue this task.
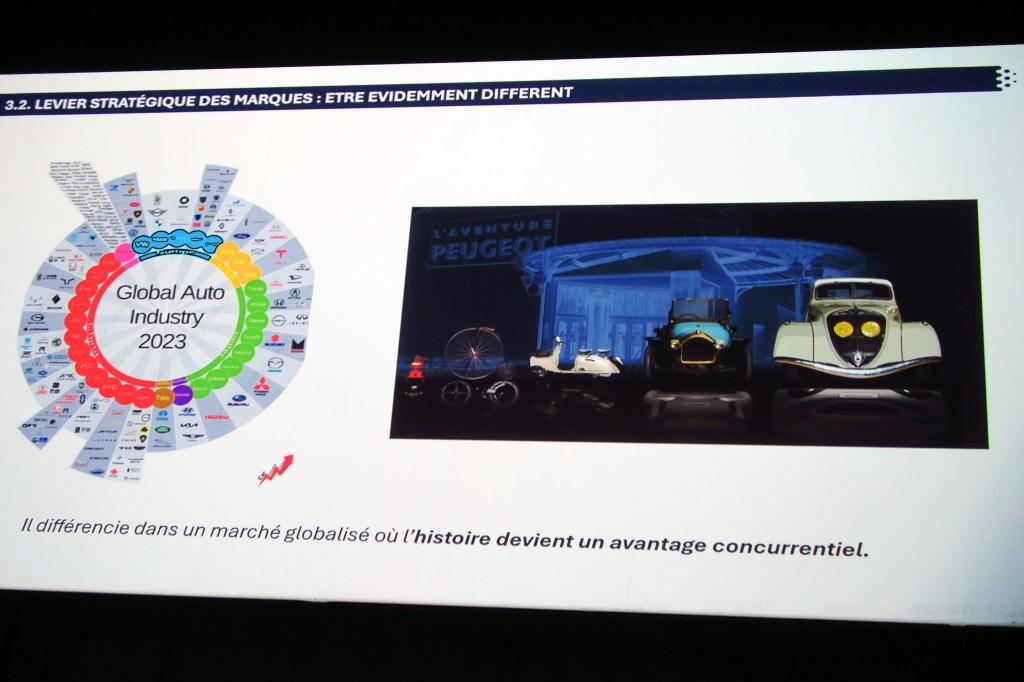
L’Aventure Peugeot and Citroën DS…
Loïc de la Roche also stressed that the automotive “patrimoine” or heritage is a tangible witness of history; just look at the museum in Sochaux, and it is also something that is essential to transmit to future generations. It also adds to brand value, showing its roots. In his conclusion he presented what we have to remember and which lessons we have to learn from all this.
Loïc stated that it will be a voyage in time, discovering the (historic)passion and emotion(s) around the automobile. It will be about discovering the emotions which the automobile has triggered in us throughout history. Discovering the (historic) automobile, getting to grips with it, drive it, describing the adventurous experience this represents.
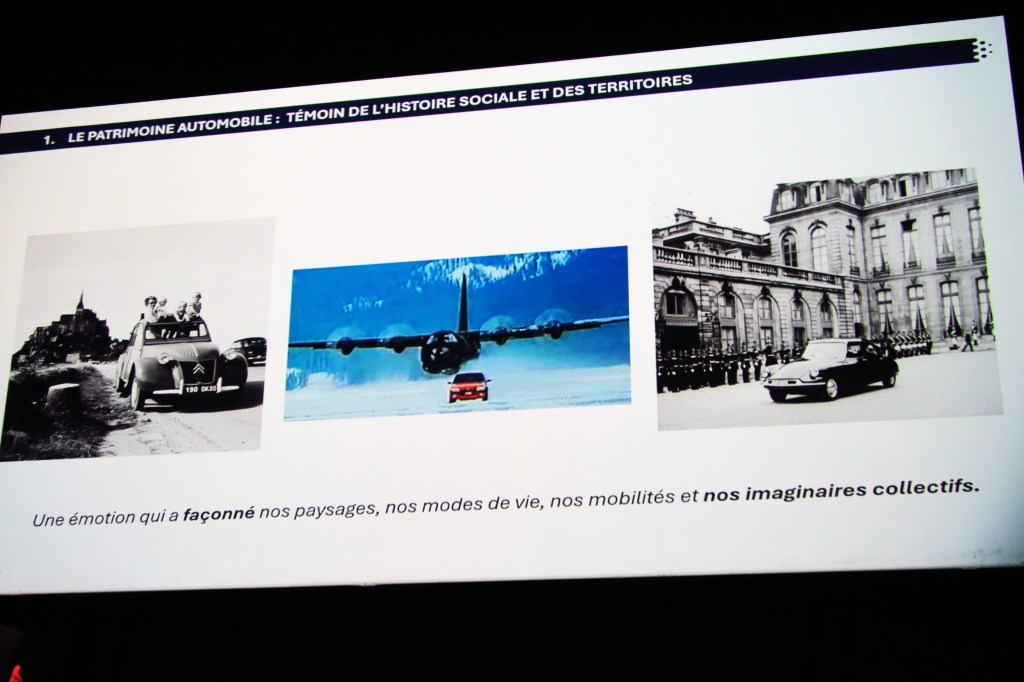
He proposed to start with the beginning, the automobile as a witness of social and territorial history. Indeed, the automobile has changed landscapes, our way of life, our mobility but also our collective imagination.
This collective imagination is the story we tell about the cars of our youth, we dream about. Therefore we call it “adventure”, as it moves our imagination and inspires us. It is the present and the future, and this collective imagination is the strength of our brands.
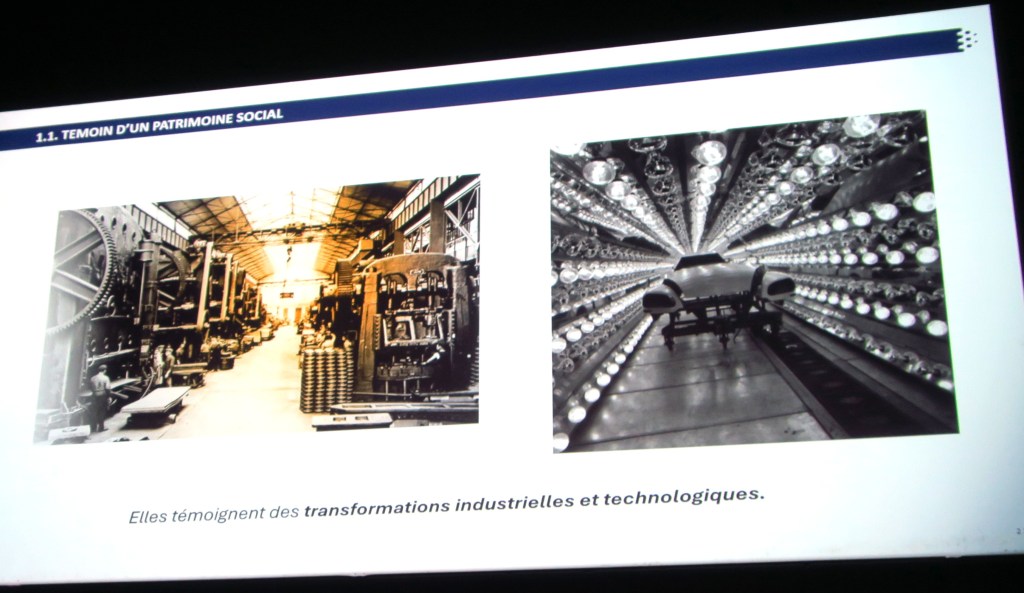
Automotive industry changed societies…
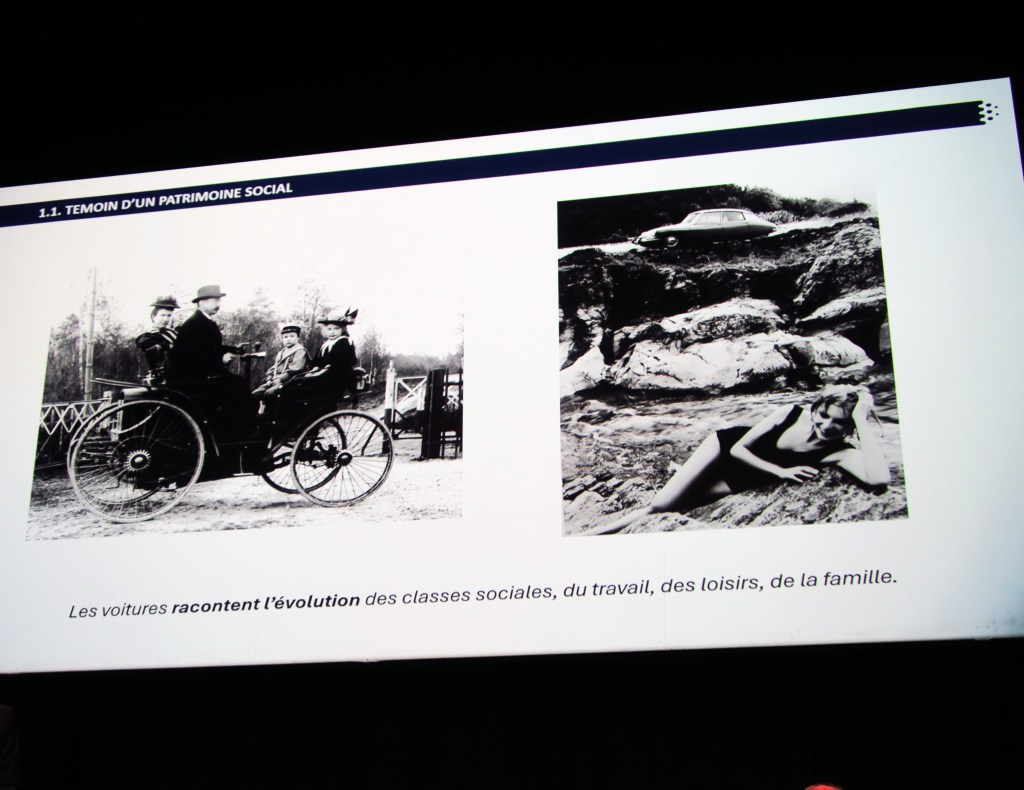
The car also tells us about the evolution of the social classes, work, liberty of society. Our archives are mostly visited by…sociologists. Based on the documents, they reconstruct a period, a social history of people and their territory.
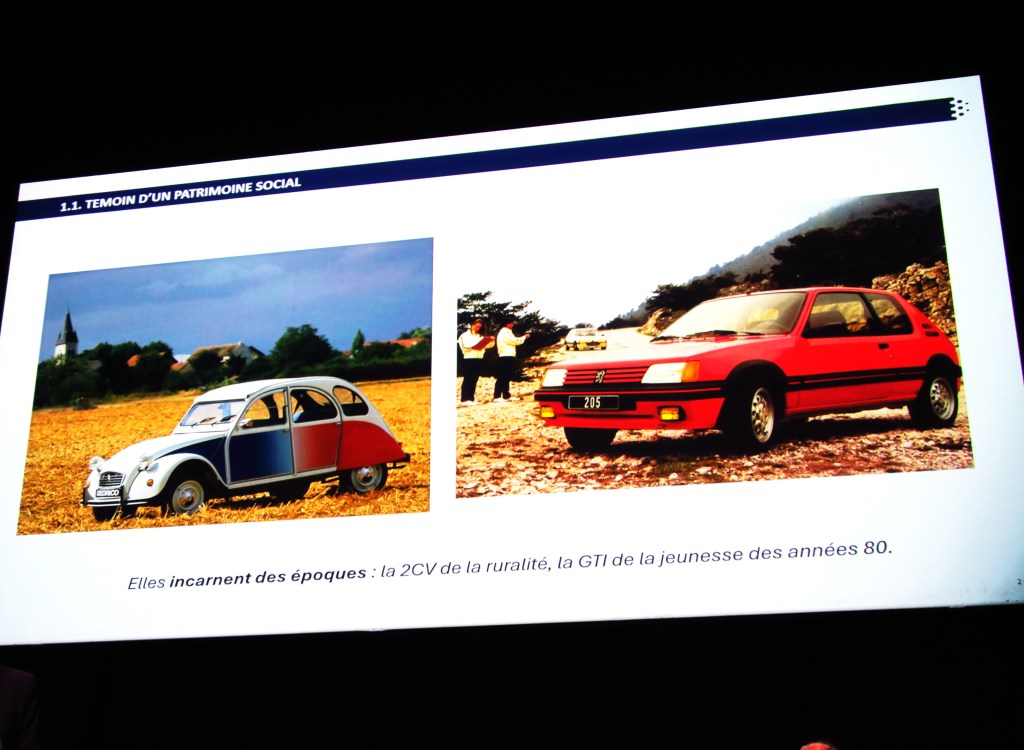
The cars also evoke an epoch, like the 2 CV. The Peugeot 205 (GTI) inspires young generations. They illustrate the cultural mirror which is the automobile. Then comes the importance of power, technology, the new ways to use a car, mobility contracts, etc.
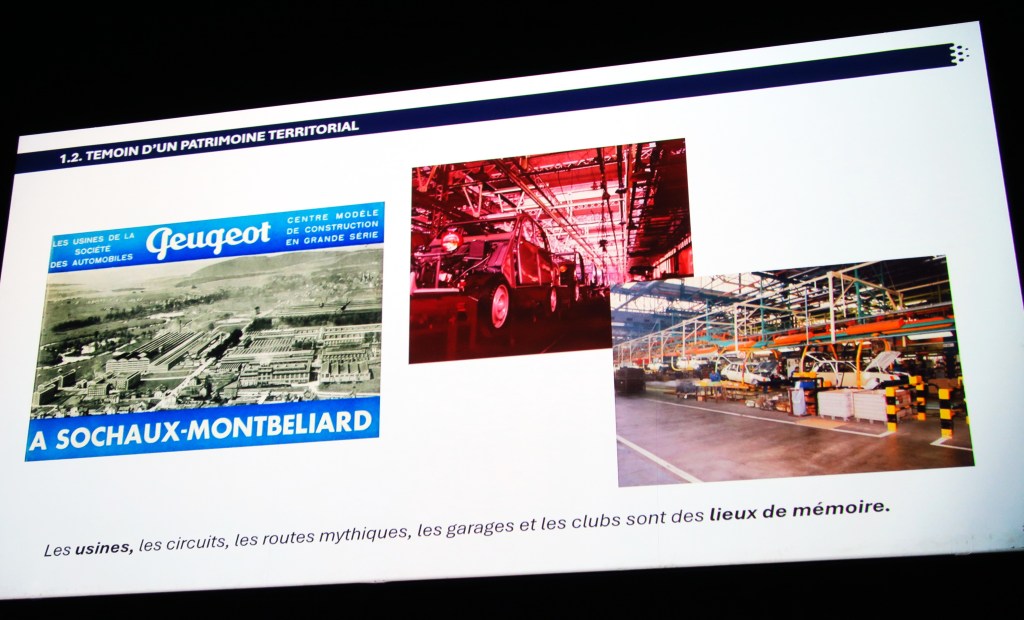
Everything that surrounds the automobile, amongst others the industrial heritage, mass production, mondialisation, energy transition, all this has a heavy impact on people. The factory in Rennes in 1961 had originally 14,000 workers, in 1980 it was slightly below 3,000…
We open our museum to companies organizing B2B events for instance, and we discuss with them about what they want to convey to the participants and people they invite. Some parts of the museum are more suitable for them to convey the message they want to put across.
The automobile has always been a very important factor in triggering innovation, notably in the materials. So one finds always an element in the history of the automobile and in our Peugeot museum in Sochaux which allows the visiting companies to attach their message to it and to convey the values which they want to bring to their invitees.
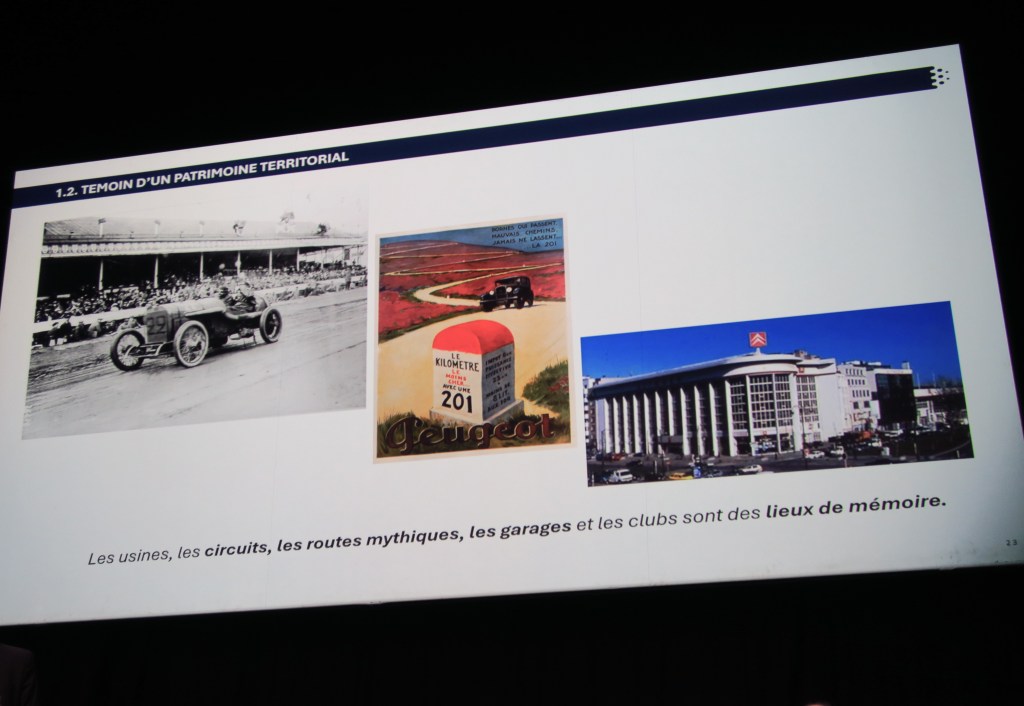
The automotive industry also shaped our regions and landscapes…
As we said, the automobile industry is also a witness to our territorial heritage. We have noticed that the visitors to our museum are not only interested in the cars, but that the visit was for them also an industrial and territorial happening and experience, an adventure so to say. They see how the region has developed and changed due to the presence of industry. The Sochaux factory was 20,000 square meters in 1921, 585 hectars in 1960 and in 2022 we are again concentrated at 150 hectars.
The car racing circuits are also an important witness. Of course, you all know Spa Francorchamps, Monthléry, but there are also iconic roads, like the Nationale 7. You have also mythical dealerships, like the Citroën dealership building at the Place de l’Yser in Brussels, now being converted in an art museum.
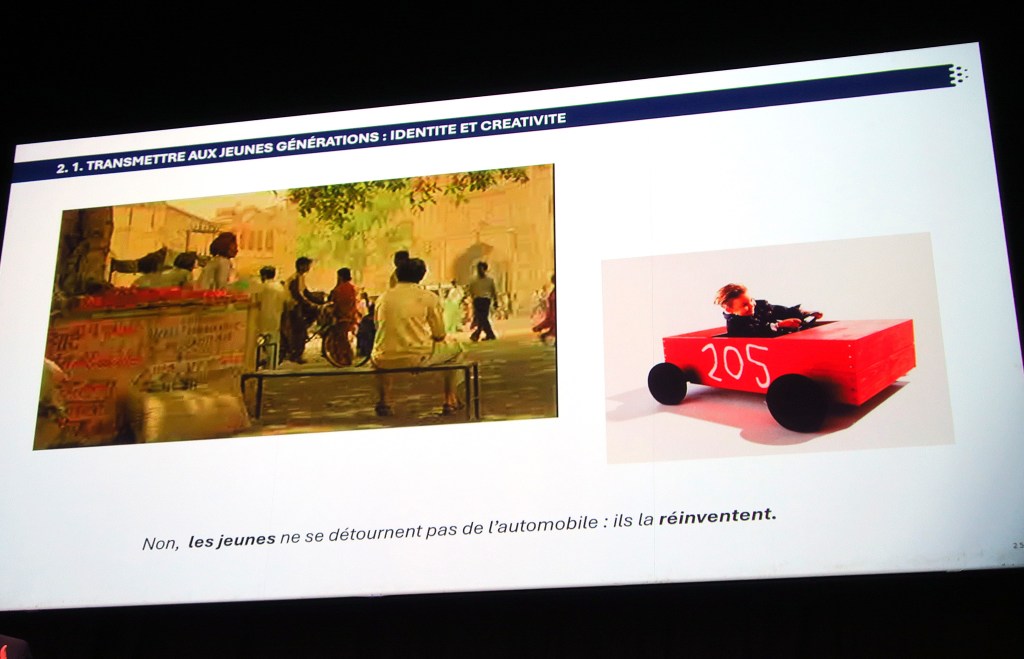
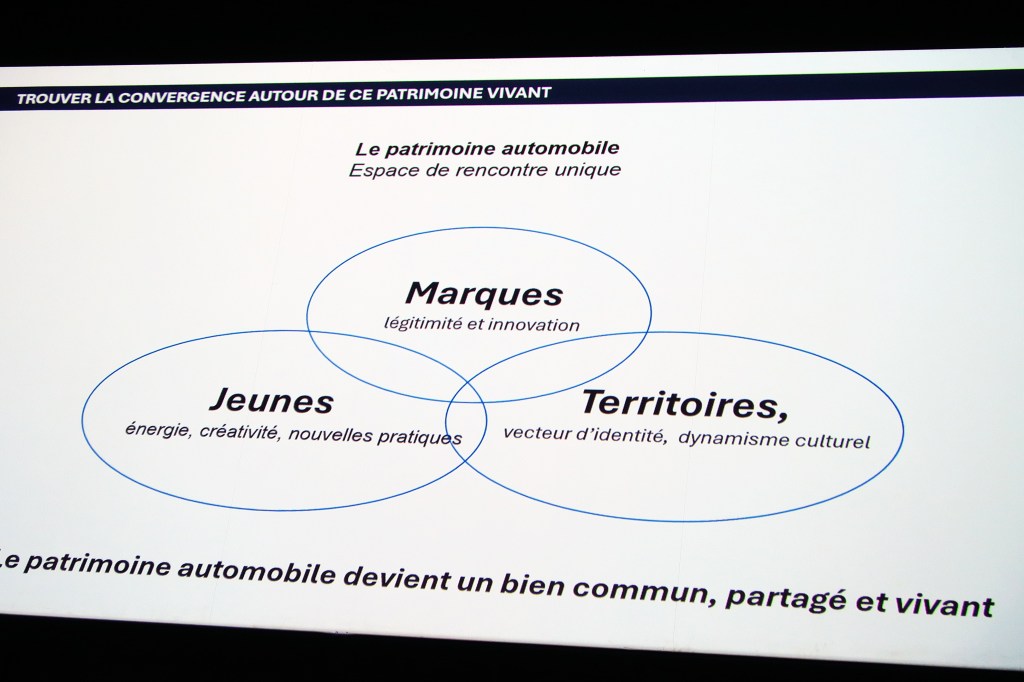
The young generations will also change the way in which they will approach, accept and acquire the historic automobile. They will reinvent it, so to say. Many young people now also enter into the realm of the “aventure Peugeot” and are inspired and seduced. They search authentic experiences, they want to connect with it physically. They also accept that things can break down, in an age where everything works perfectly without a hitch. The Aventure Peugeot has of course connections with schools and education/training centers.
Automobile history also brings emotion…
We also want to transmit emotion. This was particularly true at the happening when celebrating 70 years of DS, notably at Rétromobile. The DS “Ballon” has been meticulously recreated, as the original was…dismantled and sold to a private customer(!) A team of 25 young “compagnons de métiér” did a wonderful job, and the car has been shown throughout 2025 on 16 venues, amongst witch Autoworld in June last year. The car continues its tour…
A museum of national importance…
The director of the MUCEM Museum in Marseille told Loïc de la Roche in a discussion about the Aventure Peugeot and its museum that considering the richness of the message you can transmit about the automobile and its history to the future engineers, it makes it such a such an important subject that you can consider it to be part of the national soverignity. What is better than a museum like ours to inspire young engineers to a career in (automotive) engineering? This indeed, is now an element in our strategy.
Social engagement…
A further element we want to transmit is social engagement. We organise the Europe Raid, through 20 pays, visiting 12 capital cities, 60 UNESCO heritage sites and 220 stages, over the most scenic routes of Europe. One creates strong ties, also between generations, and indeed, the world is moving. Recently a club Citroën C6 has seen the light. The average age of its members is 25 years…
We also look at video games to attract the enthusiasm and engagement of young generations and to awaken the desire to find and preserve our moving heritage, even if it is more recent and consequently inspires them.
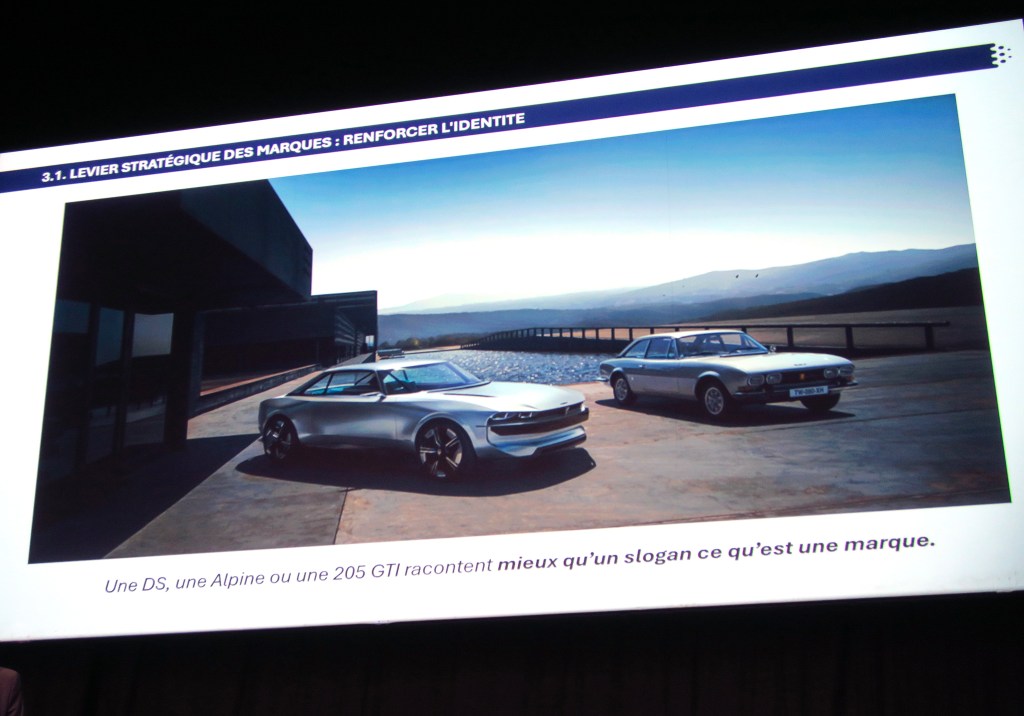
An important pillar in the Aventure Peugeot is also to strengthen and enhance our brand image. It is craftmanship, know how, but above all embodying and bringing a promise, strengthening and upholding our values, our identity. In our present automotive market it is important to have a history, a distinct design language and putting this in perspective. This allows us to be different and stand out. Of course we talk about icons and sagas.
The saga is the 205 and the icon is the GTI. Our present e 205 GTI is a perfect example of this strategy, where we use our history as a future oriented spearhead. Last year before the start of the Le Mans race, Peugeot had invited 50 owners to drive their 205 GTI around the circuit. It is difficult to describe the enormous energy this triggered, spreading across generations. Here we really talk about authentic experiences. Also in our museum we search to enhance these experiences, so we invite the visitors to see also our restoration workshop. We are also entering the aftermarket to rescue and preserve spare parts, and we also support the collectors to keep their cars which are (partially) electronic running reliably. In France, some 30,000 persons are involved in the ecosystem of historic cars, representing a turnover of some 3,5 billion Euros…
Preserve it for future generations…
With the car history in general and the Adventure Peugeot Citroën, we have here an enormous immaterial asset, which we will keep alive with a coherent history which is preserved also in the future. I will finish with the slogan of the Patek Philippe Watches, which I will turn around a bit: when you have a historic Peugeot or Citroën, you will merely be its keeper, and preserve it to hand it over to future generations…showing that the automobile is a magnificent human adventure.
In the part 2 of our report on this remarkable conference we will present the speech of Thomas Stebbich and Thomas Antoine. In the third and final part we will present the subsequent panel discussion.
Do you know “Automechanika” ? It is actually one of the pillars in the “Messe Frankfurt” organization, which generally offers tailor-made trade fairformats worldwide with an international target audience. Of course, the automotive sector is an important part of their activity. Therefore, they organise automotive events, and also automotive aftermarket events.
Automechanika, being the leading trade fair brand, is its most important platform with 16 events worldwide. Not only is it the international meeting place for the manufacturing industry, repair shops and automotive trade, it also represents the entire automotive aftermarket value chain like no other trade fair brand.
Now they have launched a new B2B Classic Car Network, and are working to establish a comprehensive network between the automotive aftermarket and the classic car sector.
As we all know, classic and collectible cars and supercars represent a market worth billions – and a key goal of this initiative is to bring clarity to this fragmented sector.
Members of the new network will receive industry insights and exclusive invitations to classic and collectible car events, while also enjoying the opportunity to discover new business models and make new contacts in the worlds of industry, retail, workshops and services. Just read further…
Hans Knol ten Bensel
Put Frankfurt 8-12 September in your diary…
During the trade fair from 8 to 12 September 2026, the new community will be gathering in Hall 11 for a daily happy hour where they can network and share ideas. There will also be a captivating supporting programme organised by Jürgen Book, a classic car aficionado and paintwork expert with more than 45 years of experience in the automotive industry. One highlight will be the presentation of the ‘Golden Classic’ award by Auto BILD Klassik on the evening of 8 September 2026.
Bringing together leading players from industry, workshops and retail to address topics throughout the automotive value chain is part Automechanika’s DNA. This is also true for Automechanika’s network concept for the classic car business.
Automecahnika has taken this step in response to growing global interest in classic cars and associated challenges such as spare parts supply, the retention and transfer of expertise (increasingly important as many experienced specialists retire), and, also very important, a distinct lack of specialised training formats.
For many workshops, classic cars have been little more than a sideshow to date, yet they offer numerous automotive businesses a lucrative additional source of income – in restoration, maintenance, spare parts supply and specialised services for classic vehicles.
The network specifically strengthens the visibility and networking of professionals in this sector while helping them to network. This includes not only industry companies exhibiting at the event, but also international associations and institutions, as well as trade visitors with business ties in the classic car business.
Automechanika Frankfurt’s organisers will be getting support from their new strategic partner FIVA (Fédération Internationale des Véhicules Anciens), the well known international association for classic cars.
FIVA represents clubs in more than 70 countries with over two million members and has one of the largest international networks in the world of classic cars. We will discuss also more at length the role and acivities of the FIVA organisation when we present you here on this site the conference organised by the Belgian Historic Vehicle Association (BEHVA), titled “Motoring Heritage, History in Motion.” You can read a first short comment of this event on my Instagram Site autoprova.be. But more to come soon on this site here.
Tiddo Bresters, President of FIVA commented on the B2B Classic Network: “Our strategic partnership with Automechanika, a global player in the B2B automotive supply exhibition industry, demonstrates confidence in the growth potential of the historic vehicle business and the opportunities it also offers young people for a career in this market.”
Supported by industry…
Automechanika’s initiative is besides FIVA also supported by its partners Bosch, DAT (Deutsche Automobil Treuhand), Eucon and ROWE.
Bosch Classic comes here in the picture. Michael Mack, Director of Bosch Classic commented: “Bosch Mobility Aftermarket has had a strong presence at Automechanika for many years now. We are delighted to be adding Bosch Classic’s portfolio of products and services to the mix in 2026 and relish the opportunity to present these to a broad international audience. Automechanika Frankfurt’s B2B Classic Car Network promises to make a valuable contribution to the classic car community in future.”
Osvaldo Celani, Managing Director of Eucon: “The dynamics of the classic car market are presenting the industry with new challenges. Factors such as increasing technical complexity, growing market diversity and higher expectations among stakeholders mean that classic cars can no longer be viewed merely as a hobby, but rather as a professional business area. Reliable data and strong partnerships are crucial in this regard. With our data service for classic cars, we at Eucon are increasing transparency and efficiency in this segment – an important contribution to sustainable growth and the future viability of the classic car industry.”
Raphael Dammann, DAT Head of Sales Strategy: “DAT has been an integral part of the automotive industry since 1931. We help our experts, workshops and dealers with data and values that help keep our automotive heritage moving throughout the vehicle lifecycle. We welcome the additional opportunity that the Automechanika B2B Classic Car Network gives us to come into contact with highly specialised providers.”
Stefan Wermter, CEO of ROWE Mineralölwerk GmbH: “Our participation in the B2B Classic Car Network is a clear commitment to our involvement in the field of classic and modern classic cars. Historic vehicles exude pure fascination, but also require particularly intensive care from their owners to protect them and maintain their value. The interests and needs of the classic car scene are as diverse and exciting as our high-quality full range of products.
Our product solutions thrive on the exchange with connoisseurs. With the classic oils in our vintage product range, ROWE already offers a wide selection that meets the special requirements of young and oldtimers. The coming together of the automotive aftermarket with professionals from the scene offers enormous potential for establishing contacts, expanding our portfolio in a targeted manner and thus contributing to ensuring that enthusiasts can enjoy their classic cars for as long as possible.”
We will keep you posted on further developments of this laudable initiative of Automechanica. Stay tuned for the report of the conference held by BEHVA on the latest Brussels Motor Show!
Conceiving the automotive future is always a very challenging task. Some brands have also a future-oriented attitude more than others in their DNA, and one of them is certainly Citroën.
75 years ago, they brought us the 2 CV, a car which embodied nothing less than a four-wheeled French revolution, embodying Liberty, Equality and Fraternity. Indeed, this adagio of the French revolutionists fitted the post-war French “citoyens” admirably, as the 2CV brought them just that. Freedom for all, with low-cost mobility, practicality, and go-anywhere capacity.
This revolutionary dream of the brand with the double chevron has never died. And Pierre Leclercq, the Belgian born head of design, proved its love for practicality, out of the box progressive “back to authentic basics of automotive mobility” thinking already with its wonderful and stunning OLI.
Your servant was at the presentation of this OLI in Paris, and now stood eye to eye with the equally intriguing ELO. On both occasions, he met the designer, Pierre Leclerq. We talked to him again in Brussels…
Hans Knol ten Bensel
A creative career…
Pierre Leclercq started in 1998 at BMW as an intern, he joined the Italian coachbuilder Zagato in 1999, which he left after three months to join Ford Ghia. Here he designed the interior of the Ford Street Ka concept. In 2000 he returned to BMW, where he worked for 13 years. There he notably designed the BMW X5 E70, BMW X6 E71 and the rear of the first Mini Countryman. He also worked on a successor to the BMW M1 based on the BMW i8, but the project was ultimately abandoned.
Pierre Leclercq headed the design studio of Great Wall Motors from 2013 to 2017. He then became design director at Kia, but stayed only one year with the South Korean manufacturer. Needless to say that he acquired a keen understanding of the design philosophy and DNA of both European and Far East manufacturers.
In November 2018, he took over the head of Citroën’s design office, succeeding Alexandre Malval, who had moved to Mercedes-Benz. The first project he led entirely at Citroën was the C4 X, a 4-door version of the third-generation C4.
Three pillars to keep in mind when building this concept car…
On the Brussels show, at the presentation of the ELO and the subsequent talk we had with him, Pierre stressed that this concept car is first and foremost a laboratory of ideas. He also wants to demonstrate the three pillars of the design philosophy of this car; he told us: “The ELO must become your third place (after home and office – editor’s note) to live in which you must be able to play, work and rest ”
Work…
Pierre presented the ELO to us, showing the highlights of its design. “We start with a six seater”, with the driver in the center and two seats on both sides. The second row is made of three other seats.”
“Fold two seats under the rear seats and then you can rotate the driver’s seat 360 degrees, either for a good entry or when you want to work. Ideal for people who want to work – our first pillar – in another place than the office.”
Play…
“I told you the second pillar is play”, he continues. “The cooperation with Decathlon was so inspiring and led to new ideas and applications. We developed an app together with them. You can plan your trip, plan your weekend, so that you don’t forget anything that you need, you have electricity and (compressed) air for your bikes and toys…”
Compressed air and electricity for your E-bikes are provided…
Rest…
“The third pillar is rest. You fold the seats in the back row, and you have a flat floor. You then use two matresses, again an innovation from Decathlon. You inflate them to have perfect rigidity. We also have a larger screen that can unfold and we have a projector that is on the side of the car, and the little roof opens up at the back of the car to let you look at the stars in the sky.”
We asked him also about the cooperation with Decathlon on this project…
PD: “We liked Decathlon because we carry the same values.” was his answer. “Decathlon is innovating because it makes well designed and well thought products and is not reverting to expensive technologies. We worked together from the beginning to the end on this project, and it was a big learning experience for us.”
What are the futher design hallmarks of the ELO, we asked.
PD: “The car is compact, but has a lot of glass, which is very important both for the driver and people in the back, and more importantly, children.”
Can you tell us more about the materials used, we wanted to know.
PD: “Many materials are recyclable and we even recycled materials from the OLI for this project. Also the interior panels for example. They are also cheap and easy to replace when scratched due to intensive use…”
You took advantage of the EV architecture, we remarked…
PD: “Indeed, we could maintain very compact dimensions whilst offering much room. We could move driver forward, even putting him in the centre.”
We will see much of these solutions in forthcoming models?
PD: “Yes, this concept car is a laboratory of ideas, there is not one idea which we will not try to put into production. Of course, this is the beauty of our craft, of being a designer, is to make and develop many projects, and to put them on the road, and last but not least to sell them, because these concept cars are not made for us, but for the cliënt.
Needless to say it was a big pleasure for us to meet up again with Pierre Declercq, and see and admire his stunning concept car, the ELO.
In the next report on the Brussels Salon we will talk to Robert Lesnik, Director Exterior Design Mercedes-Benz and Oliver Löcher, Vice President Vehicle Engineering and Overall Vehicle Functions Mercedes-Benz Cars. Stay tuned!
As faithful readers know, your servant is still quite keen on the full hybrid solution to enjoy the benefits of electrified mobility. It ideally combines the smoothness of E-power with economy and total hassle-free practicality, as you can cover any distance without worrying about recharging.
Renault made a very wise strategic decision to build also an important presence in this market segment, and is indeed developing its Full Hybrid Technology always further.
Did you know that Renault has sold over 750,000 vehicles equipped with this full hybrid E-Tech powertrain since its launch in 2021?
Renault developed its full hybrid E-Tech powertrain in 2021. Over 150 patents have been filed for this technology, which taps into Renault’s expertise in Formula 1, particularly in energy recovery and regeneration. Ii is found in many models, from Clio to Rafale.
More power and full hybrid performance for Captur and Symbioz
In the same way as with the previous generation, the series-parallel hybrid architecture of this new powertrain combines two electric motors (a 36 kW e-motor and a 15 kW HSG – High-Voltage Starter Generator) with a 1.8l 4-cylinder petrol engine of 80 kW or 109 hp (69 kW and 94 hp for the previous engine) mated to a new intelligent multi-mode clutchless dog box and a 1.4 kWh battery. The dog box delivers fast precise gear changes with minimum power loss. It is also simpler from a mechanical standpoint, making it more reliable.
Driveability maintained
The indirect injection of the previous generation has been replaced by a new direct-injection system.
Torque is 25% higher (172 Nm for the combustion engine alone, i.e. +22 Nm) than for the previous version. This means that maximum torque is available at lower revs (around 2,000 rpm), for better performance and response, particularly during acceleration or when picking up speed on fast roads. Acceleration is therefore more dynamic. Captur now takes 8.9 seconds to accelerate from 0-100 km/h compared with 10.6 seconds previously, delivering a better response for a more agile driving experience.
The Symbioz also improves its 0 to 100 km/h acceleration time: 9.1 seconds compared with 10.6 seconds previously.
A new battery with a higher capacity of 1.4 kWh
The new hybrid powertrain has a battery of 1.4 kWh battery (230V), compared with 1.2 kWh for the previous version. ower fuel consumption and CO2 emissions
Fuel consumption is optimised by a regenerative braking function, combined with the high self-charging capacity of the 1.4 kWh (230V) battery and the efficiency of the E-Tech system.
Under the bonnet of Captur and Symbioz, the new full hybrid E-Tech powertrain consumes just 4.3 litres/100 km, compared with 4.7 litres for the previous version. This optimised system delivers fuel savings of up to 40%, while also reducing CO2 emissions to as little as 98 g/km on Symbioz (99 g/km for Captur).
Smooth gear changes
The dog box transmission has been maintained: the dog clutch system replaces both a sprocket and a synchroniser ring in a clutchless layout with fewer friction parts for high levels of efficiency. The gearbox was then fine-tuned for faster, smoother gear changes. As a result, gear changing is quieter and more responsive, reducing vibration and engine noise for increased driver comfort.
Further, the introduction of a new electronic gear lever (e-shifter) provides greater precision and optimised ergonomics.
Needless to say that we are keen to lay our hand on a Renault with this improved full hybrid drivetrain… stay tuned!
Stellantis made an interesting strategic move to include Chinese EV manufacturing in its portfolio. Besides obvious geopolitical reasons, there are also good technological grounds: Leapmotor has designed its own EV platform and battery technology, and it adopts the so-called “cell to chassis” design method. The battery is part of the platform structure and is not divided into cells, which offers extra rigidity and therefore is improving handling. It leaves also extra space for the passengers too. It seems to be a good alternative technology, and BYD has adopted it too.
By the way, just as BYD, Leapmotor uses LFP technology for its batteries. Indeed, Lithium-Ion phosphate batteries are safer than Li-ion due to the strong covalent bonds between the iron, phosphorus, and oxygen atoms in the cathode. The bonds make them more stable and less prone to thermal runaway and overheating…But now let’s return to the findings of our test…
Hans Knol ten Bensel
Classic styling…
The C10 is a big D segment SUV, and its longer roof line gives it a traditional look, which is altogether rather pleasing. We liked especially the “glazed green” colour of our test car, and we found the C10 also well proportioned.
Impressive interior
Stepping in the C10, we were surprised by the softness of the comfortable, well cushioned seats, and the clean layout of dashboard and commands, which bear some resemblance with Tesla models. The whole layout is quite clean, and besides two rolling buttons on the steering wheel, for controlling audio and cruise control, everything else is found on the two touchscreens. It takes some studying, but soon you will find your way. The most important functions are easily found and controlled in a self explaining manner. You are also reminded that this is a Chinese EV as Apple Car Play and Android Auto are…absent.
The C10 gives to priority to driver safety, and indeed the driving assistance systems remind you of this during your drive, and if you want to enjoy a truly “Zen” trip, you might want to shut it off.
We found the navigation system quite up to scratch, and appreciated the plethora of functions and amenities the C10 can offer you. Of course, there is a 360° chrystal clear vision available, seat warming and ventilation, heated steering wheel, you name it. Just a credit card type key card will open and start the car, indeed, the C10 is totally user friendly in everyday practical use.
The C10 will also watch over you, for safety’s sake…
Smooth performer
The C10 is meant for ”zen” driving in absolute comfort. The British would call it motoring. At least, this is how we personally ’feel’ this car. It is smooth and very silent. The suspension is softly sprung, and also the seat cushions are soft to the touch and feel. Of course, there are different driving modes to choose from via the touchscreen. We stuck most of the time in the standard mode. You can also select four regeneration modes. Three modes, low standard and high can be engaged while driving. The fourth mode, the one pedal mode, can only be selected from standstill.
The electric motor and its accessories are well tucked away deep under the bonnet…
The permanent magnet synchronous motor develops 215 HP, and this offers excellent performance. 0 to 100 km/h is absolved in merely 7,5 seconds, and top speed is set at some 170 km/h. The battery capacity is 69,9 kWh, and the practical range depends of course on your driving style. In practice, we found a range between 420 and 350 km being quite realistic.
Fast charging is of course possible, up to 84 kW. We noticed again that on “ordinary” public charging points the available charging power can be down to the proverbial trickle, sometimes to merely 2 or 3 kW/h. At one stage, we found that charging the battery from 69 % to full charge would cost… 6 hours!
Charging at a trickle on an ordinary public charging pole…To charge it from 80 % to full takes close to 5 hours!
Steering is light and precise, and has a very “soft” feel. Again, this car is designed for comfortable driving, so we did not mind that your palms are insulated from the horrors of our Belgian road surfaces. Via the touchscreen you can however select Comfort, Standard or Sport. In the comfort mode steering is very light and this we found beautiful for parking and slow urban driving.
Plenty of storage space on the centre console…
Of course the C10 will show predictable handling and performance, and it will take long bends with no fuss whatsoever at very high speeds. It is also quite stable at high cruising speeds, but will nevertheless inspire you to take a “Zen” attitude behind the wheel, and we juts loved this car for that, and made it most endearing to us.
Space and practicality
As said, boot space is very much OK with standard 435 liters, extendable with the rear seat folded down to up to 1410 liters. The boot floor has extra storage space underneath the floor, divided into two spaces, one for the cables and another for the tire inflating kit and sundry.
So remember that when you are packing the car for a holiday trip, to keep the cables at hand…
There is a nice extra space underneath the centre console, and indeed also the door bins are nicely wide, and of course there are plenty of USB slots to charge your phones.
Conclusion
The Leapmotor C10 certainly scores in looks, comfort, standard equipment and last but not least (Family) space. It’s ride is smooth and quiet, and this is indeed just what you need in a large family SUV. Its price is also right too, and it offers more than adequate performance and economy, which translates in a fairly good range between 420 and 350 km. It is sold throughout the vast Stellantis dealership, and this also inspires confidence…
Hans Knol ten Bensel
Photgrapher’s notes: we used for the photos here of this test our trusted Canon G9X. The battery lid has broken due to intensive use of this camera, so we have this nice stable bracket…
Things are moving at the bottom end of the EV market. More affordable EV city cars are offered, and Stellantis has also quite literally made a bold leap forward. Last year it took a 51 pct share in the Amsterdam-based joint venture Leapmotor International BV, and now brings the city car TO3 to our shores, as well as a large SUV, the C10.
Needless to say that we were very keen to have a test drive with this TO3, which at first sight looks not unfamiliar, as it resembles a Smart ForFour. It certainly is fit for the city, with its compact overall length of 3,62 meters. But we discovered it has a lot more good qualities. Just read further..
Hans Knol ten Bensel
Roomy, well equipped and comfortable…
The cute TO3 really surprised us. Stepping into the car, we found ample headroom and even the tallest can sit comfortably behind the wheel of this Leapmotor. Even the rear passengers don’t touch their heads and can step in comfortably as the TO3 has wide opening four doors. No cramped mini car feeling whatsoever. Luggage space is also reasonable, with 210 liters with the rear seat backrest up, and up to a maximum of 880 liters with everything folded down.
Don’t expect bare austerity either when it comes to infotainment. One soon notices that the Chinese are masters in the game. The TO3 has a 10 inch touchscreen with a christal clear rear view camera, which indicates even the remaining centimetres when you back up close to another vehicle or wall…
It also has an excellent navigation system, DAB radio and you can choose between not less than three driving modes. On the central display you can choose “vehicle control” and then make your choice. We left it in the ”standard” driving mode virtually all the time.
The ventilation/heating controls take some getting used to, and are not logical at first sight. But soon enough you get around it…
The T03 has a range of some 250 kilometers in practice…
Also fit for the open road…
With its small turning circle and good visibility it is a pleasure to drive in town, where at urban speeds, that is to say up to 30 km/h, you are constantly accompanied by a well audible whine. This disturbs a bit the totally “ZEN” feeling which normally the absolutely silent EV power conveys, but for the sake of safety it is of course very useful.
The standard equipment is lavish: below the central touchscreen one has even two USB C ports, a 12 V plug and room for your phone…
When you enter the motorway, the compact TO3 shows remarkable ”adult” behaviour, staying remarkably silent and stable at speed. It is fully capable of cruising at say 120 km/h, and this means this TO3 is also a perfect intercity motorway commuter…
LED headlamps are standard…
As the range is rather limited, you need to recharge it frequently between commutes, but when a charger is available both at home and the office, this Leapmotor is perfect for the job. The manufacturer quotes a range of up to 265 km, and WLTP consumption is 16,5 kWh/100 km. We found that this figure is easily achieved in practice, and indeed we experienced that a range of around 250 km is very realistic.
Blind spot monitor, cruise control, distance control and lane assist are also standard…
Performance is zesty with a 0 to 100 km/h sprint in 12,7 seconds, top speed is electronically limited to 130 km/h, which is totally sufficient given the vocation of the TO3.
The TO3 is also very keen to keep you safe under all driving circumstances, and constantly warns you when you don’t keep your eyes on the road, ignore speed limits and the like, and is constantly buzzing and chiming to warn you of imminent dangers.
The driver is constantly watched by camera’s, and it warns you to keep your eyes on the road…
This can be annoying at times, and it is good to know that these audible warnings can be muted, although they will reset themselves soon as you restart the car…
The TO3 comes with a warranty of 3 years and 100.000 km, which will satisfy most.
Conclusion
The TO3 impressed us, with its all-round qualities, making it the perfect urban runabout, also fit for faster intercity motorway commuting. It has sufficient room to sit four, and its range is limited, but still sufficient when charging opportunities are easily available both near home AND office/workplace.
It is well finished, has impressive standard equipment and infotainment. So if you want to step into the EV world with a smaller ”entry” budget, just take a very close look at this endearing Leapmotor…
Hans Knol ten Bensel
Photographers’ notes: we used again our Panasonic Lumix DMC-FZ1000. Its Leica zoom lens is also ideal for photographing details, as shown above…
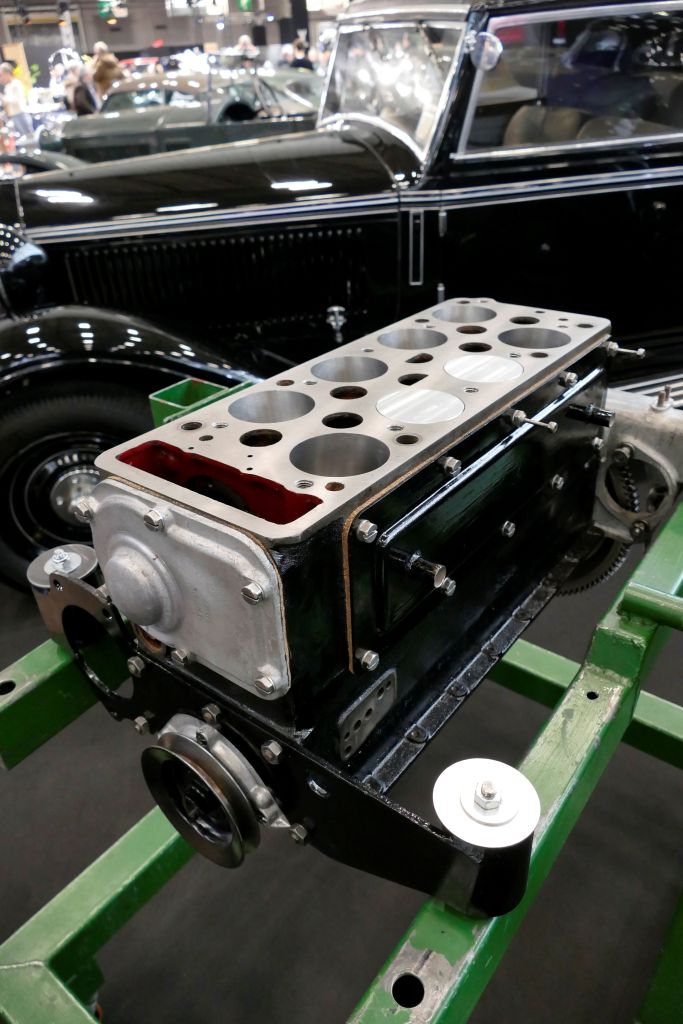
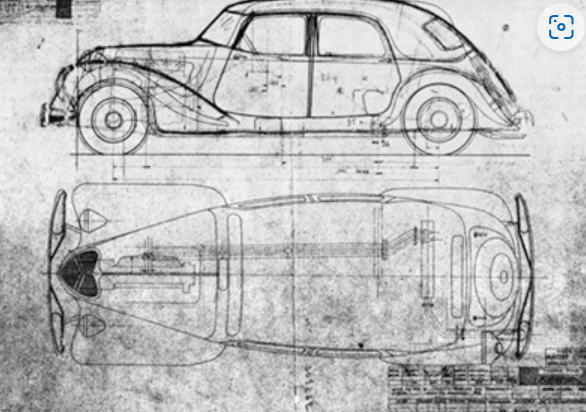
Already in 1934, the dream of the goddess of the road began: Citroën designers drew the first contours of a more streamlined body for the “Traction”, which was launched only a few months earlier.
This year we celebrate 70 years of DS, as indeed the iconic DS 19 was launched in October 1955, this year now 70 years ago.
Reason enough to delve into the stunning history of the birth of this goddess, and subsequently also DS Automobiles, who since 2014 carries further the tradition of making superbly styled, avant-garde automobiles offering exquisite comfort and panache.
Your servant started to delve into his archives, and here is a tale, which every car enthusiast can adopt as an exquisite story to be told at a dinner table with friends and family, about the men with a unique “Génie Français” which led to the birth of a truly unique automobile.
Hans Knol ten Bensel
But development work started rather in earnest in 1938, when Pierre Boulanger codenamed the project for a successor of the Traction VGD, or “Voiture à Grande Diffusion”
The man behind it all: Pierre Boulanger...
But first a word about the actors of this unique engineering adventure. It starts with Pierre Boulanger, who was a so-called “Michelin man”. He started working for Michelin in 1918, reporting directly to Eduard Micheli, co-director and founder of the business. Boulanger joined the Michelin board in 1922, and in 1938, he became the company’s joint managing director.
What has Michelin to do with Citroën? In December 1934, despite the support of the Michelin company, Citroën filed for bankruptcy. In that same month Michelin, already the car manufacturer’s largest creditor, decided out of necessity to become its principal shareholder.
Pierre Boulanger then became the assistant of Pierre Michelin, who was already the chairman of Citroën. Boulanger became the vice-president and chief of the Engineering and Design department. He became president in 1937 until his accidental death behind the wheel of a Traction 15 CV . He also jointly managed the Michelin company.
Pierre Boulanger was already since 1936 working on a project to create the TPV (short for ‘Très Petite Voiture’). This led, as you might already know dear reader, to the birth if the 2 CV, affectionately called by the French “La Deuche”.
The driving genius of the project: André Lefebvre …
But let’s go back to our VGD project, which he started with the help of André Lefebvre, the spiritual father of the Traction. Another most important actor in our tale. He was an engineer with unique insight and creativity, with a wonderful talent to think out of the box. He was a lifelong friend of aviator, artist and also car designer and engineer André Voisin. And this is a man who designed and built absolutely stunning cars.
André Lefèbvre in his younger years, a keen racing engineer, working for Voisin…
We show you here a photo of the Voisin which was to be seen in the Brussels Autoworld museum last year. It was also André Voisin who recommended Lefebvre to André Citroën.
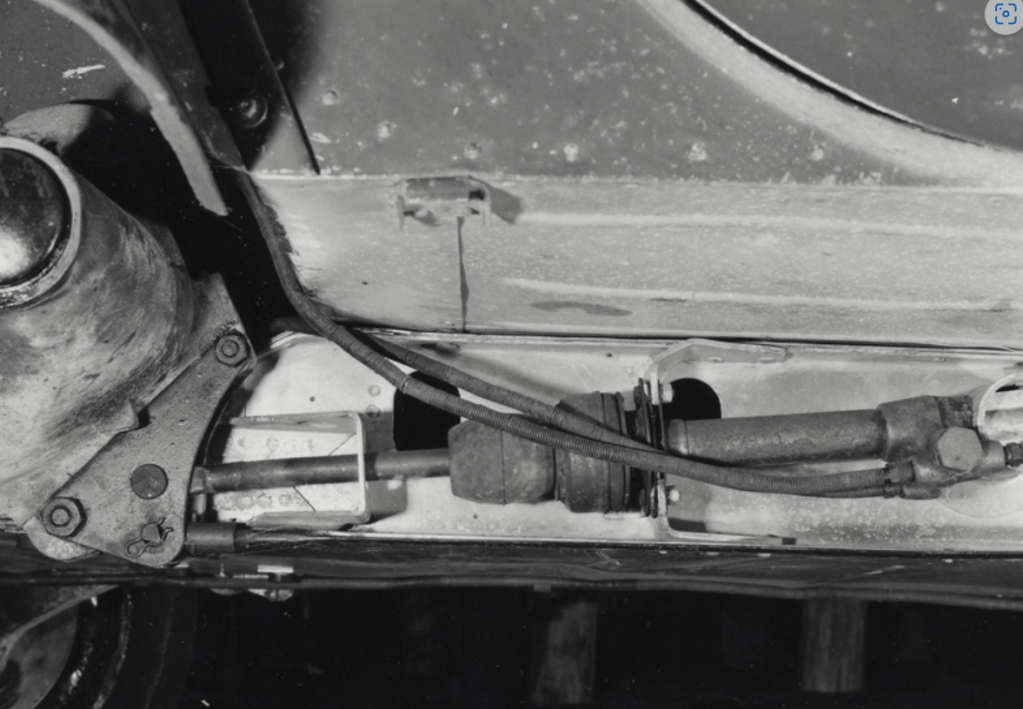
The man behind the hydropneumatic suspension: Paul Magès
The genius who invented and developed the legendary hydraulic suspension was Paul Magès. He came to Citroën as a draughtsman at the age of 17 and a half, and made a wonderful career thanks to its practical sense, creativity and entrepreneurship. In September 1940 he was promoted to quality engineer and in 1942 Pierre Boulanger included him in his research team, to create and develop a suspension system for the 2 CV. Here his out of the box thinking and creativity proved crucial.
Already early in the development, he saw the advantages of a liquid that would compress a gas. It was a new idea that Paul Magès began to experiment with in 1944 on a 2 CV with a very crude system comprising 1 gas tank per wheel, which theoretically made it possible to vary the flexibility from one to four, with a gas and a liquid separated by cork. Cork will not withstand high pressure however. This archaic start is refined, perfected, tested a multitude of times, and the results are always more surprising. Paul Magès then created his own team which manufactured all the organs itself. The skills of each person are at stake, in the feverish atmosphere of research. The theory gradually became reality, the concept was simplified, the tests multiplied, the results were refined.
First trials of a hydropneumatic suspension on the 2 CV prototype…
In 1946, Pierre BOULANGER encouraged Paul Magès to continue his research, no longer on the 2CV but this time on a front-wheel drive, because it was necessary to think about the future VGD car. (Mass Circulation Car)
Besides the suspension, the car had to be revolutionary, and Boulanger proposed a monocoque structure in which the centre of gravity would be as low as possible, the roof and bonnet would be of aluminium and the floorpan would support unstressed, lightweight body panels.
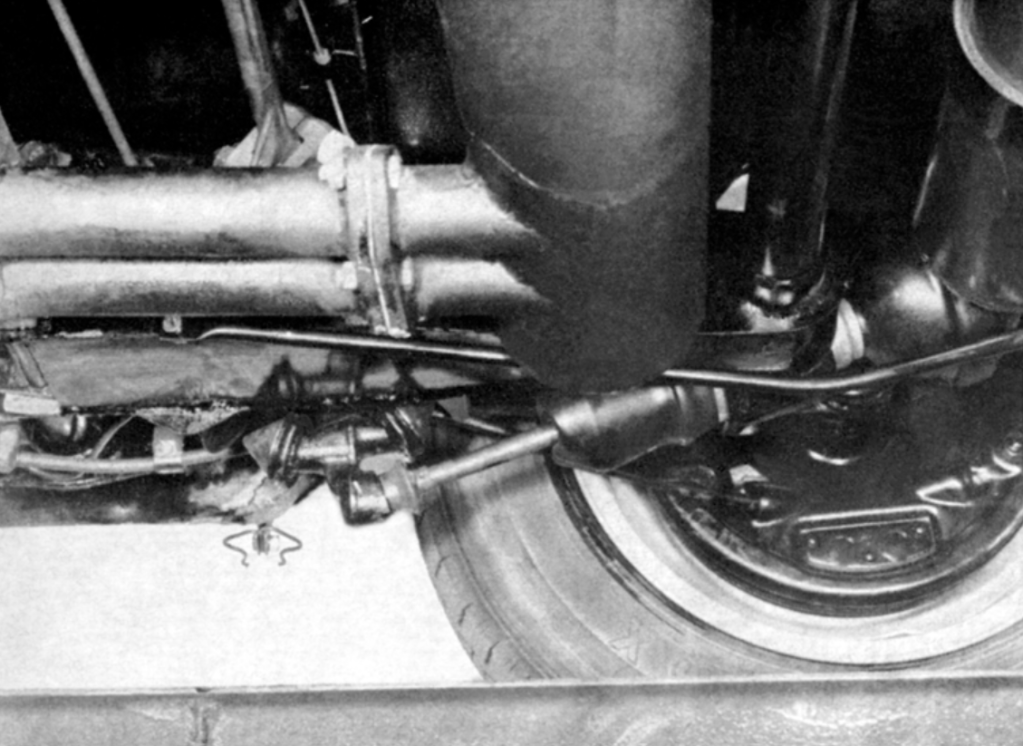
The hydraulic suspension found its way on the rear axle of the six cylinder 15 CV Traction…
In 1949, Paul Magès, after multiple tests, finally developed a hydropneumatic suspension that he put to the test in the cold in the Nordic countries, then in Algeria for resistance to high temperatures. It was from this adventure that the idea of a manual height control was born, in order to allow the vehicle to face snow or chaotic terrain. Other trials will be the source of questioning, creations, and multiple improvements. In 1953, the hydropneumatic suspensions were deemed reliable enough to equip the 15 six, then the DS 19…
But soon more about the story of the DS in the following 70 years since its birth…
Lancia is back in Belgium, and was indeed also present at the Brussels Motor Show with the New Ypsilon hybrid & full electric. The Ypsilon Rally4 HF was also showcased, marking the return of Lancia in Rally in 2025. The HF took a central place on the Lancia stand, and as it was developed and fine-tuned by Miki Biasion, the motorsport legend and World Rally Champion with Lancia. Miki was also present at the Belgian event.
The HF Rallye version wans unveiled on the Lancia stand at the 101st Brussels Motor Show…
The renaissance of Lancia is very important for Stellantis, and a well balanced internationalisation process is under way. It is an essential part of of Lancia’s Renaissance, which includes an initial network of 70 new showrooms in 70 major European cities.
Charles Fuster presenting the Lancia Ypsilon HF on September 10th last year in Aartselaar…
The first markets involved are France, Spain, Belgium-Luxembourg, the Netherlands, and, by 2025, Germany. All of these showrooms will feature the brand’s new corporate identity, which reflects the four pillars at the foundation of its strategic plan: quality, electrification, sustainability, and an innovative sales model.
Lancia celebrated its return to Belgium-Luxembourg last September with the inauguration of six showrooms in Aartselaar, Overijse, Kortrijk, Ghent, Gilly and Bertrange, and the recent addition of locations in Drogenbos, Hasselt, Namur and Herstal. as well as 14 service points. Your servant was present at the inouguration in Aartselaar, and you find my report in our columns.
Reason enough for us to have an interview with Charles Fuster, VP Global Marketing and Communication.
Hans Knol ten Bensel
HKTB: My question turns around the strategy of the brand in the coming one or two years.
CF: When we started with saying “Lancia is Back” three years ago, we said that we have three pillars for this comeback. First of all, there is the product line up. And we are keeping our promises, with the introduction of the Ypsilon, and after six months we launched the HF version, which you see here on our stand in Brussels. The return is super positive, by journalists and the public.
Lancia goes with its new Ypsilon from mainstream to premium…
The further product is the Lancia Gamma, which will roll of the production line in our factory at Melfi. It will come in 2026. The second pillar is to build a new brand identity, we have now 160 new showrooms in Italy, all refurbished. Back in the day Lancia was presented in a corner in the showroom, now we have a dedicated showroom and dedicated sales people.
The elegant Ypsilon at the Brussels Motor Show…
The third pillar was then to launch Lancia in Europe. This is our internationalisation process, and in November we have officially relaunched Lancia in Belgium, the Netherlands, France and Spain.
HKTB: What will you do in 2025?
CF: This year, it will be the first full year of the Ypsilon, and the HF which will hit the market this spring and summer. With this car, we are back into Rally Motorsport. We start in Italy in April, with the Italian Cup, next year the European Championship, and at the end of 2025 we start getting ready for the launch of the new Gamma.
HKTB: What do you expect for the Ypsilon in the Belgian market?
CF: The Belgian public loves Italy. They also love cars and motorsport. When you put Italian cars in the rally scene, you end up with Lancia, so our ambition is quite strong here. I think we can do well, 10 years ago we were doing well in Belgium, so we expect the same results more or less.