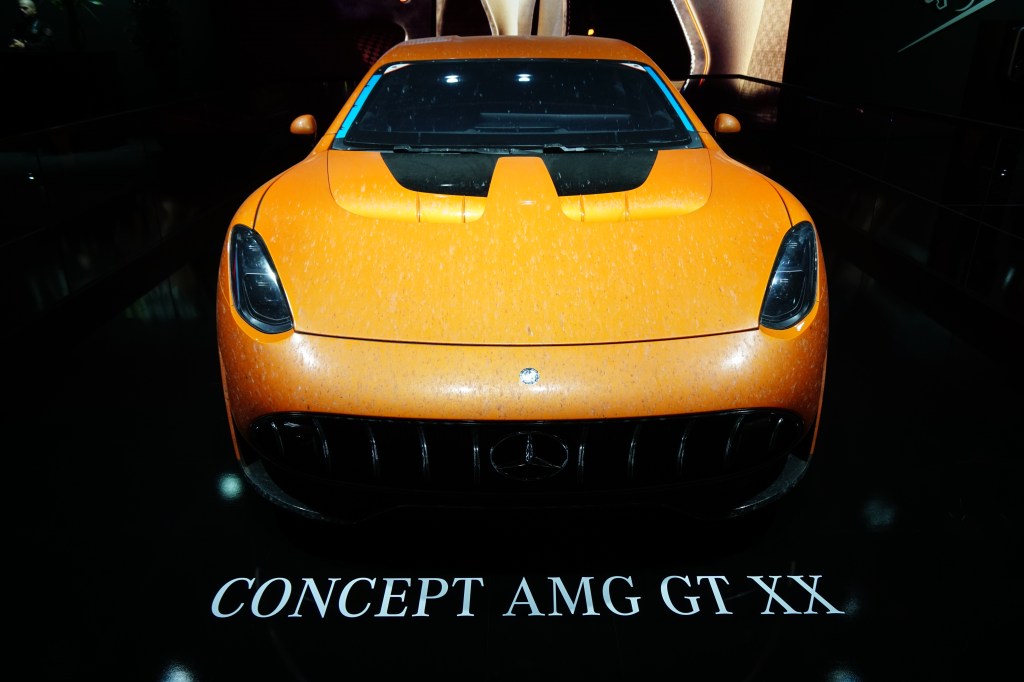
The latest Brussels Motor Show proved to be a treasure trove for us car enthusiasts. At the impressive wonderful Mercedes stand on the show we met on the press day with Robert Lesnik, Director of Exterior Design. In front of the iconic and already legendary Concept AMG XX, he presented styling examples of what Mercedes believes stands for the brand.
He started off with this AMG XX, and commented that this car embodies a rare combination a very aggressive sporting front end, the side view with the timeless proportion of the long bonnet, a very round shaped rear end and an amazing interior. He also showed the legendary Autobahnkourier, and he also focused on the grille of the 300 SLR Uhlenhaut Renncoupé, being so iconic and a typical design hallmark over the years for the sport coupés and cabrios of the brand. He also commented further on the Concept AMG that this car is the harbinger of what is to come for the series version of this AMG Electric sports coupé.
Robert Lesnik commented further: “For the new generation we were inspired by our past cars and design heritage, which doesn’t mean that we are doing retro design. You can see it on the radiator grille of the new GLC Electric SUV, with just three horizontal bars illuminated, it is a modern interpretation of a classic design icon.”
Beauty and attraction…
“There are two elements, beauty and attraction, which are the goals when we design a Mercedes”, Robert continued. Something that attracts the customer and what he perceives as beautiful.”
“Obviously, this goes for both the exterior AND the interior. There must be a certain power. I would say the sweet spot for every Mercedes is the three-quarter rear end perspective, where you really see the shoulder, and you see also a very iconic graphic with two roundish rear lights, with three lights for the AMG versions.”
We asked also about the interior, although he is responsible for exterior design, but nevertheless…
“For the interior,” he continued, “there is always a combination of the digital and the analog. For the first time, we have a hyperscreen, made of three screens being seamlessly positioned together. Also when the instruments and screen is shut off, it is not uniformly black, the air vent openings are still illuminated, the touch fields and items on the screen are also still visible, the inside door handles have a metallic coating, silver shadow galvanized so to say, these elements were there earlier, and will stay also in the future. I always say, Mercedes has always a chromium strip more.” We could only agree…
Focusing further on the front of the car, Robert stressed that it is still somewhat higher, which results in a spacious frunk. We will also strive to have clean lines.
We asked Robert also when looking back at the elegantly styled cars for the hand of Paul Bracque, the cars were lean, low, with excellent all round visibility. Do we see these styling elements back in the Mercedes cars of today and the future?
“Indeed, cars were (much)smaller, but now cars are electric, and they need more volume because of the batteries. Cars therefore need to be higher and this also calls for bigger wheels. This means also that cars are wider and have longer wheelbases. So cars are bigger and later hopefully will get smaller again. But cars as elegant as the Pagode will never appear again because of the safety regulations… But for the next five years, our horizon is set, we have a good idea what our design strategy will be.”
We thanked Robert for the interview and show you here some photos.
In a further episode we will have a further interview with Oliver Löcher, Vice President Vehicle Engineering and Overall Vehicle Functions Mercedes-Benz Cars.
Conceiving the automotive future is always a very challenging task. Some brands have also a future-oriented attitude more than others in their DNA, and one of them is certainly Citroën.
75 years ago, they brought us the 2 CV, a car which embodied nothing less than a four-wheeled French revolution, embodying Liberty, Equality and Fraternity. Indeed, this adagio of the French revolutionists fitted the post-war French “citoyens” admirably, as the 2CV brought them just that. Freedom for all, with low-cost mobility, practicality, and go-anywhere capacity.
This revolutionary dream of the brand with the double chevron has never died. And Pierre Leclercq, the Belgian born head of design, proved its love for practicality, out of the box progressive “back to authentic basics of automotive mobility” thinking already with its wonderful and stunning OLI.
Your servant was at the presentation of this OLI in Paris, and now stood eye to eye with the equally intriguing ELO. On both occasions, he met the designer, Pierre Leclerq. We talked to him again in Brussels…
Hans Knol ten Bensel
A creative career…
Pierre Leclercq started in 1998 at BMW as an intern, he joined the Italian coachbuilder Zagato in 1999, which he left after three months to join Ford Ghia. Here he designed the interior of the Ford Street Ka concept. In 2000 he returned to BMW, where he worked for 13 years. There he notably designed the BMW X5 E70, BMW X6 E71 and the rear of the first Mini Countryman. He also worked on a successor to the BMW M1 based on the BMW i8, but the project was ultimately abandoned.
Pierre Leclercq headed the design studio of Great Wall Motors from 2013 to 2017. He then became design director at Kia, but stayed only one year with the South Korean manufacturer. Needless to say that he acquired a keen understanding of the design philosophy and DNA of both European and Far East manufacturers.
In November 2018, he took over the head of Citroën’s design office, succeeding Alexandre Malval, who had moved to Mercedes-Benz. The first project he led entirely at Citroën was the C4 X, a 4-door version of the third-generation C4.
Three pillars to keep in mind when building this concept car…
On the Brussels show, at the presentation of the ELO and the subsequent talk we had with him, Pierre stressed that this concept car is first and foremost a laboratory of ideas. He also wants to demonstrate the three pillars of the design philosophy of this car; he told us: “The ELO must become your third place (after home and office – editor’s note) to live in which you must be able to play, work and rest ”
Work…
Pierre presented the ELO to us, showing the highlights of its design. “We start with a six seater”, with the driver in the center and two seats on both sides. The second row is made of three other seats.”
“Fold two seats under the rear seats and then you can rotate the driver’s seat 360 degrees, either for a good entry or when you want to work. Ideal for people who want to work – our first pillar – in another place than the office.”
Play…
“I told you the second pillar is play”, he continues. “The cooperation with Decathlon was so inspiring and led to new ideas and applications. We developed an app together with them. You can plan your trip, plan your weekend, so that you don’t forget anything that you need, you have electricity and (compressed) air for your bikes and toys…”
Compressed air and electricity for your E-bikes are provided…
Rest…
“The third pillar is rest. You fold the seats in the back row, and you have a flat floor. You then use two matresses, again an innovation from Decathlon. You inflate them to have perfect rigidity. We also have a larger screen that can unfold and we have a projector that is on the side of the car, and the little roof opens up at the back of the car to let you look at the stars in the sky.”
We asked him also about the cooperation with Decathlon on this project…
PD: “We liked Decathlon because we carry the same values.” was his answer. “Decathlon is innovating because it makes well designed and well thought products and is not reverting to expensive technologies. We worked together from the beginning to the end on this project, and it was a big learning experience for us.”
What are the futher design hallmarks of the ELO, we asked.
PD: “The car is compact, but has a lot of glass, which is very important both for the driver and people in the back, and more importantly, children.”
Can you tell us more about the materials used, we wanted to know.
PD: “Many materials are recyclable and we even recycled materials from the OLI for this project. Also the interior panels for example. They are also cheap and easy to replace when scratched due to intensive use…”
You took advantage of the EV architecture, we remarked…
PD: “Indeed, we could maintain very compact dimensions whilst offering much room. We could move driver forward, even putting him in the centre.”
We will see much of these solutions in forthcoming models?
PD: “Yes, this concept car is a laboratory of ideas, there is not one idea which we will not try to put into production. Of course, this is the beauty of our craft, of being a designer, is to make and develop many projects, and to put them on the road, and last but not least to sell them, because these concept cars are not made for us, but for the cliënt.
Needless to say it was a big pleasure for us to meet up again with Pierre Declercq, and see and admire his stunning concept car, the ELO.
In the next report on the Brussels Salon we will talk to Robert Lesnik, Director Exterior Design Mercedes-Benz and Oliver Löcher, Vice President Vehicle Engineering and Overall Vehicle Functions Mercedes-Benz Cars. Stay tuned!
Head of Communications Melvin Keuter opened the yearly Nissan Benelux press conference…
Your servant attended the yearly Nissan Benelux press conference, again expertly organized by the dynamic PR team led by Head of Communications Melvin Keuter. Together with Managing Director Jérôme Saigot they presented the mid-term and mid-long term strategic plan of the company, the new products which were launched in 2024 and the new cars for next year. Just read further…
Hans Knol ten Bensel
The Arc: A bridge to Nissan Ambition 2030.
The Arc is positioned between the Nissan NEXT transformation plan running from fiscal year 2020 through fiscal year 2023 and Nissan Ambition 2030, the company’s long-term vision. The new plan is split into mid-term imperatives for fiscal years 2024 through 2026, and mid-long-term actions to be carried out through 2030.
Managing Director Jérôme Saigot presented the Nissan short and mid-term strategy…
Under the two-part plan, Nissan will first take actions to ensure volume growth through a tailored regional strategy and prepare for an accelerated transition to EVs, supported by a balanced electrified / internal combustion engine product portfolio, volume growth in major markets, and firm financial discipline.
This will pave the way for the second part of the plan aimed to enable the EV transition and realize long-term profitable growth, supported by smart partnerships, (see below more about partnership with Honda) EV competitiveness, differentiated innovations and new revenue streams. For Europe, it will maximize its collaboration with Ampere in Europe to complement their own electrification strategy.
To achieve healthy growth in the future, Nissan is now rightsizing the organization and transforming the profit structure to enable the company to afford shareholders’ return, even with a projected annual sales of 3.5 million units by fiscal year 2026.
Three new full electric vehicles for Europe…and battery development
Nissan has for our market three models in preparation which will be produced in the Sunderland factory, replacing the present Qashqai and Juke crossovers and the next-gen Nissan Leaf: the “Chill-out”, the “Hyper Urban” and the “Hyper Punk.”
Nissan will offer enhanced nickel, cobalt and manganese (NCM) lithium-ion batteries, lithium iron phosphate (LFP), and all solid-state batteries to provide diversified EVs to meet different customer needs. Nissan will significantly enhance NCM li-ion batteries, reducing quick-charging time by 50% and increasing energy density by 50% compared to the Ariya. LFP batteries, to be developed and produced in Japan, will be launched that will reduce cost by 30% compared to the Sakura EV minivehicle. New EVs with enhanced NCM li-ion, LFP and all-solid-state batteries will be launched in fiscal year 2028.
The future line-up in Europe…
The model portfolio will be further enhanced with a new all-electric Interstar LCV, a replacement for the Leaf and the Micra and last but not least all-electric versions for the popular Juke and Qashqai.
… and partnership with Honda.
Nissan and Honda agree to joint research in fundamental technologies for a next-generation SDV platform. SDV means Software Defined Vehicle (note of the author), which means that the vehicle uses software as the main driver for its operations, features and functions. Nissan and Honda aim to complete basic research in approximately one year and based on the results consider the possibility of mass production development. (Research note of the author).
The two companies have reached a basic agreement to unify the specifications of their respective e-Axles, over the medium to long term, to be used in the next-generation EVs of both companies.
The agreed first step is to share motors and inverters, the core of the e-Axle. (Research note of the author).
With the models to be sold globally by Nissan and Honda, the two companies will consider supplementing models from a short-term to medium- to long-term perspective. For the short-term, Nissan and Honda reached a basic agreement on models and regions to be complemented by each company, and also agreed on the outline of a product review system to be jointly operated by both companies. Furthermore, ICE and EVs are being considered as vehicles for mutual complementation. (Research note of the author).
Melvin Keuter highlighted the new features of the 2024 Juke,
and Julie Engelborghs presented the 2024 Qashqai, now with e-power, uplifted design and upgraded tech and connectivity.
A further highlight was the new Interstar LCV, with a new EU 6E norm M920 Diesel engine and of course a choice between a 40 and 87 kW EV battery for the full EV versions.
Icing on the cake: the Ariya NISMO…
With this car, NISMO (Nissan Motor Sport) is back in Europe. Based on the Ariya e-4ORCE and featuring a dynamic new-generation EV NISMO design, the Ariya NISMO delivers greater confidence and peace of mind thanks to its extremely powerful yet smooth acceleration, exemplary handling and stellar aerodynamic performance — all brought about by NISMO’s exclusive tuning, Nissan stated when introducing the car.
The motor has approximately 10 percent greater peak output and performance is further enhanced by the combination with special acceleration tuning and an exclusive NISMO driving mode that maximizes response.
Aerodynamic performance is improved thanks to race-derived technologies that reduce drag and provide greater down force at higher speeds — factors particularly important for EV’s.
Of course, also the interior exudes a premium air with high quality features throughout, including specially designed NISMO seats and trim.
Much more soon on this formidable SUV, but we just tell you here that you can now pre-order this NISMO at nissan.be. The price is at the moment of writing set at € 65.900. The first 250 European customers who order the car get it delivered in the exclusive exterior color Stealth Grey – the iconic body colour from NISMO. In addition, they benefit from a free charging for one year via Nissan Charge…
Soon more about Nissan, amongst others the affordable vehicle to grid technology Nissan will introduce in Europe in 2026…
Mr. Philippe Dehennin pleaded passionately for a change in EU Commission decarbonization policies in the interest or European car industry, its workers and its consumers…
Recently I assisted at an interesting luncheon conference held by Philippe Dehennin, Chairman of BEHVA and honorary Chairman of Febiac after a lifelong career at BMW, at the premises of Autoworld and organised by the dynamic Royal Historical Vehicle Club.
He talked about the one-sided approach of the present EU commission and parliament in drafting the path to carbon neutrality of our automotive mobility.
He passionately pleaded for a neutral stance by the EU political decision makers concerning the technologies which are to be used in reducing carbon emissions. This is in the interest of both consumers and the European automotive industry, which is under pressure and economical risk due to one sided technological solutions (i.e BEV) which distort competitive balances in the global economy. Here I present to you an extensive report of his conference.
On the subject mentioned in our title, we will regularly report on what the captains of automotive industry have to say, and the adjustments they bring to their corporate strategies in these turbulent times of energy transition… Just read further!
Hans Knol ten Bensel
The lunchean conference was held at Brussels Autoworld…and organised by the Royal Historical Vehicle Club.
After illustrating the broad evolution of our (Belgian and European) mobility from the early fifties to the present day, Mr. Dehennin described, amongst others, the positions of ecologists on our future mobility.
In terms of preference, these ecologists adhere to the following pecking order: walking, biking, metro, bus, and finally the individual car. They see further carpooling and car sharing as the only viable use for cars. They see the latter solution also ideal for bikes, like cargo- or tandem bikes for example.
However, all studies show clearly that in all everyday life situations, the car remains the preferred means of transport. This situation is somewhat less outspoken in cities, but the preference is even more outspoken on the countryside and suburbs. For many families and households, the car remains an outright necessity.
In terms of reducing the ecological footprint, car manufacturers have made a quite remarkable progress over the years and have convinced many car owners and users not to give up what they have acquired in terms of individual mobility. The car will have a bright future ahead, unless the EU commission maintains its stance to forbid the sale of cars with IC engines from 2035 onwards.
The private car buyer hesitates…
Do we have to fear that this will happen? Studies on the behavior of average, modest households, which represent the majority of our consumer base, clearly show that they are largely opposed to the electrification of their cars. This situation now starts to have an impact on our politicians.
In the EU, only 1 in 10 of private car buyers opt for an electric vehicle. In Belgium, this is only one household on 20. The EV’s are just too expensive for the majority of average households. Many would just be forced to postpone the purchase of a new car and face the consequences of driving around illegally in (urban) low emission zones. Cities are aware of this and are starting to mitigate and loosen their emission regulations.
But the trend is changing. There are also several countries who do not forbid anymore the sale of IC engine cars within their borders. The same goes for the use of heat pumps, etc. EU countries are now more than ever on the issue of decarbonization.
No place for climate skepticism…
I want to stress here that I am not a climate skeptic. I am convinced that reducing carbon emissions is an absolute necessity, but it has to be done with the support of the larger public, within the boundaries and limitations of their purchasing power. Now, EU and national politicians are increasingly becoming aware of this.
The actual and invasive consequences of the socially utopian obligations and regulations are seen and felt by the EU public, and one can indeed ask oneself whether these measures are deemed necessary, taking into account that Europe represents merely 8 pct. of global CO2 emissions. Since 1990, these EU emissions have dropped by 50 %, whereas the emissions of China and India have increased over the same period by 300 %.
Saving the European car industry… through adopting a wider array of technologies.
Of course, the BEV is useful for many applications, notably in cities. But I also believe in the future of “thermal” or IC engine cars. 8 European countries, housing the majority of the not less than 13 million jobs tied to the automotive industry, have not said their last word. Nobody wants to open a free road to chinese imports. Germany obtained formal guarantees to be able to develop and use synthetic fuel for IC engines from 2026 onwards.
Jean Dominique Sénard, Chairman of the Board of Directors of the Renault Group, has repeated the strategy of Renault to go further on the path of electrification, but he thinks also that the combustion engine has still many good years ahead of it, thanks to the use of synthetic fuels, which he expects to go down in price in the coming years.
Oliver Zipse, chairman of the board of management of BMW AG, sees also hydrogen having a place in a diversified energy strategy to meet the varied needs of users the world over. In his latest statement, Zipse said “There is no “one size fits all” when it comes to mobility. Markets, customer wishes and conditions develop differently. This is a fact. As a global company, we take this into account. We are continuing to develop all powertrain technologies, including further researching the potential of hydrogen with our BMW iX5 Hydrogen pilot fleet.” (Added by editor).
Of course, hydrogen offers freedom of mobility with very short recharging times. BMW also believes in the future of thermal engines. Because the IC engine will live on for at least a century…And indeed, thermal engines are a crucial sector of European engineering excellence, whereas battery technology is a sector of Chinese engineering prowess.
If we are driven by the political authorities in only one direction, i.e. BEV, without certainty of the geopolitical developments, nor the certainty of access to the necessary raw materials, without having the necessary “green” E-power and the corresponding adequate charging infrastructure, we will not be able to offer what the customer wants, nor will we be able to guarantee employment in the automotive sector.
A brief for the new EU commission: to adopt a neutral technological stance…
We need to convince the EU Commission to adopt a neutral stance on the technological level. The commission cannot dictate to the industry the technological path to follow. This has never been done in the past and should not be done now.
The CO2 neutral mobility has to be adapted to the diversified realities of the broad consumer base. Also the Diesel engine has not told its last word with the appearance of “clean” synthetic fuels on the market..
The new commission has to steer our European industry in an intelligent manner through this energy transition. If we need EV’s for our needs, we should also invite Chinese manufacturers to open factories also on our shores; because only employment will generate the necessary prosperity and purchasing power.
Of course, the challenge for our manufacturers lies in offering also models for the average consumer besides the premium segment, where our European presence is already well established.
Only a combination of technologies will offer the proper solutions to the very diverse mobility needs of the EU consumer. The consumer should have the necessary freedom of choice, the liberty of selecting the ideal technology for his purposes.
Europe is a continent of liberties, the result of the declaration of human and citizen’s rights, like the freedom of speech, thought, opinion, property, the freedom to move when and how he or she wishes.
It is difficult to understand the complacency of a part of public opinion for those who seek to constrain us towards a single solution, i.e. the BEV and the bycicle. We need a technologically neutral, ecologically responsable mobility, respecting and preserving our economical prosperity. This will allow us to co-finance, together with the major powers, the decarbonization of the African continent.
Europe has to be again the home of automobiles with passion and style…
One last word about design. It is time that the European car industry starts to offer intense and passionate automobiles, incarnating a (design) culture proper to each brand. This trend is now (thankfully) growing… concluded the speaker.
Indeed, the Management and PR team of Stellantis Belux, welcomed recently the Press and B2B to a, called ‘House of Innovation’.
A fitting initiative, set up in the absence of the Brussels Motor Shows, keeping the tradition in our country of a traditional show period and at the same time providing a platform for unveiling the latest innovations, concept cars and the future direction of the Stellantis brands.
Needless to say we were very keen to attend this event, giving your servant also the opportunity to have several interviews with the managers of several brands, which we will present soon on our columns. Here in this first report about this “Kickoff Press conference” we will focus on the future strategy of Stellantis and its plans for the Belux market. Just read further!
Hans Knol ten Bensel
The event started with an inspiring introduction by Florian Kraft, CEO of Stellantis Belux…
…followed by interactive brand presentations and workshops. “This event symbolizes our continued pursuit of innovation and progress in the automotive world. We are excited to share our latest developments and our vision for the future with the press and our valued customers and partners,” said Florian Kraft, CEO.
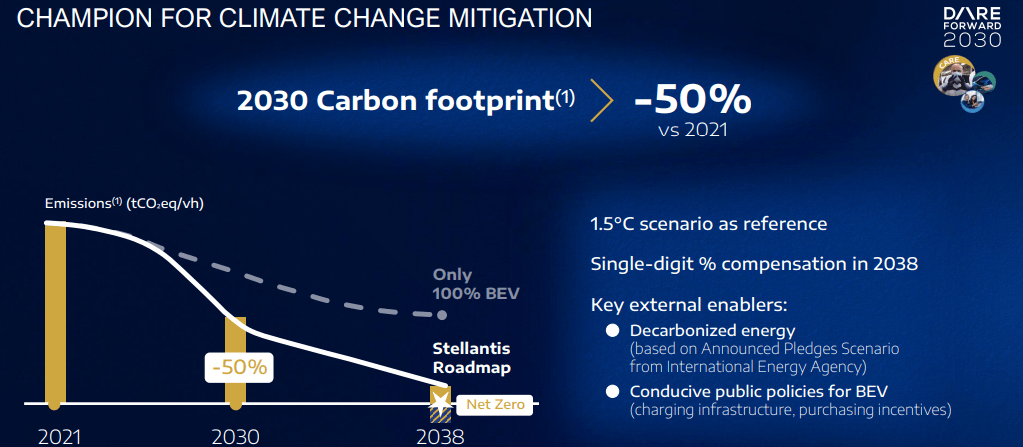
Florian Kraft first pointed out the four core targets of the Stellantis “Dare Forward strategic plan 2030.” This plan will move Stellantis into a sustainable mobility tech company.
The first target is reducing its carbon footprint by 50 % in total CO2 emissions per vehicle compared with 2021, on the path to achieving carbon net zero in 2038. This then includes not only from well to wheel, but also throughout the entire supply chain.
The second target is setting the course for 100% BEV sales in Europe and 50% in the United States in 2030. The third is achieving number one position in customer satisfaction. The fourth is doubling net revenues while transforming our business models and sustaining double-digit operating margins. How Stellantis will achieve this, will be the subject of a future report in our columns. Stay tuned!
Ambitions for 2024…
Looking ahead to 2024, Stellantis Belux has set itself several goals. In terms of network, the company aims to ensure a successful transition to the New Retailer Model using its existing network. Indeed, Stellantis is progressing at full speed in the execution of its Dare Forward 2030 Strategic Plan, with the ambition to be #1 in customer satisfaction in all markets, in products and services. Indeed, the customer experience will be at the core of this retailer model.
Customers will be able to take advantage of a multi-brand and multi-channel approach with a wider range of services. Dealers will have a new and efficient business model aimed at benefitting from Stellantis’ 14-brand portfolio, creating synergies, optimizing distribution costs and offering additional sustainable mobility solutions, says Stellantis. So far for the aims, let’s explain this further in more concrete terms.
In September last year, Stellantis launched the reorganization of its European dealer network, starting with four specific markets before extending it further across Europe in 2024. Stellantis announced it was ending its previous sales and services contracts with European dealers for its 14 brands and moving toward a new distribution framework based on an agency model. What is this agency model?
Under this model, the manufacturer becomes the retailer while the dealer remains the physical touchpoint with the customer. The agent/dealer receives a commission on each sale and no longer individually sets prices or discounts.
As the dealer does not have to purchase the cars from the manufacturers anymore, he does not carry significant commercial risks and has less administrative costs as billing and payment towards the customer is done by the manufacturer. It protects also the profitability of the retailer. Because, as everybody knows, profit margins on new car sales can fluctuate.
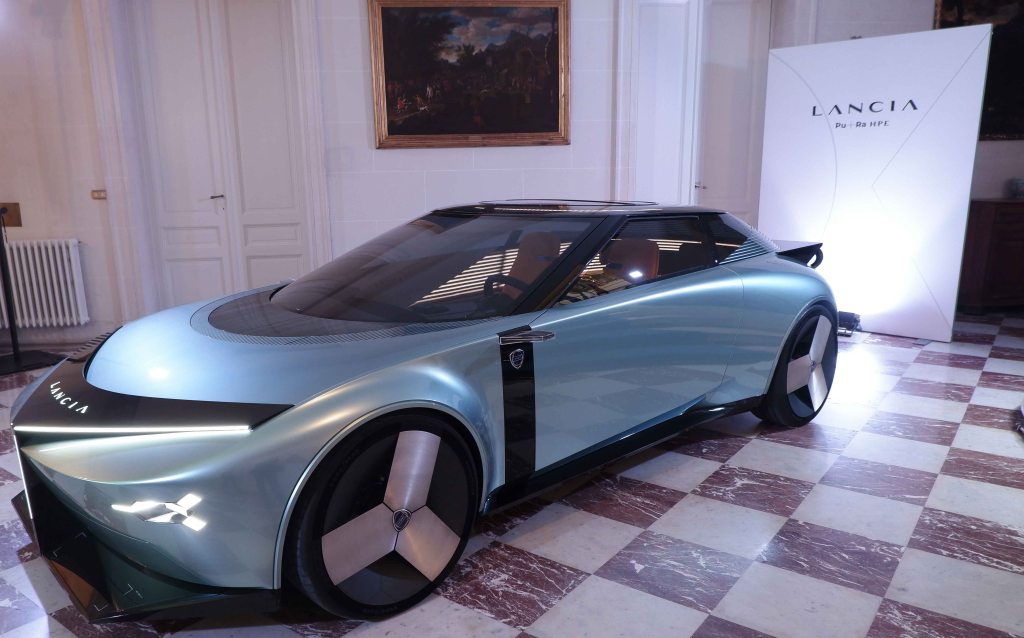
With the Lancia Pu+Ra HPE, the Lancia journey towards the future begins, drawing inspiration from the past
The advantage for the car manufacturer is a direct contact with the customer, which it did not have so far….
The manufacturer can now determine end-customer discounts themselves, in this way achieving price consistency and avoiding competition between dealers of the same brand. They can optimize costs through centralization, and profit from the scale effect of transferring responsibilities from individual dealerships to the bigger sales organizations on national levels.
The new Alfa Romeo Stradale: the future is already a pur-sang reality…
It also is more in line with today’s consumer preferences, which would rather see fixed prices and an equally simple buying process as they experience in e-commerce.
Stellantis is moving towards this model in big steps now. In September last year, Stellantis announced that the revised retail model will be fully effective from Sept. 4, starting with Austria, Belgium, Luxembourg and the Netherlands. Stellantis is not the only one to prefer this agency sales model. BMW and Mercedes opt for it too…
The BEV line up at Peugeot: towards a leading position in the B and C segment…
Stellantis market position in Belux …
In terms of sales, Stellantis Belux aims to regain the lost market share in 2024 and further strengthen its position. In 2023, Stellantis Belux achieved a global market share of 17.2%, with more than 100,000 units sold. On the LEV (Low Emission Vehicles) market, Stellantis Belux occupies a fourth place with an 11.6% market share. The BEV (Battery Electric Vehicle) and the PHEV (Plug-in Hybrid Electric Vehicle) occupy a fourth place with respectively 10.5% and 12.8%.
Stellantis Belgium confirms its strong position with a pole position in the segment A and with not less than six models of Stellantis (Peugeot e-208, Peugeot e-2008, Opel Corsa Electric, Jeep Avenger, Opel Mokka Electric, DS3 E-tense) in the TOP 10 of the segment B (BEV), representative 66% of the part of the segment.
Introducing petrolheads to the joys of E-power: the Abarth 500 E, waiting for the imminent 240 HP 600 E…
Last but not least, Stellantis Belux is the leader in the segment of the LCV (Light Commercial Vehicle) with more than 30% of market share, of which more than 50% is electrified!
In terms of product innovation, Stellantis Belux will continue its electrification, where it currently leads in the A-B segment and LCV, and further expand it to the C segment with models such as the Opel Astra, Peugeot 308 and 3008 and Citroën C4.
As is tradition in January, the Stellantis brands start the year with super attractive “salon conditions” on their range. This applies to both private and professional customers and to electric and ‘thermal’ vehicles.
We made on this event interviews with Pierre Voineau, Managing Director Citroën Belgium & Luxemburg, (see photo here above), Asterio Perez, Managing Director of Fiat, Abarth and Fiat Professional in Belgium and Luxemburg, and last but not least Eric Laforge, Head of Jeep Brand Enlarged Europe.
This will be followed by a special report on the magnificent prototypes which were displayed amongst the 36 cars on this conference.
Managing Director Jerome Saigotunfolds the strategy of Nissan Benelux…
We are at the start a new automotive year, and therefore it is a good opportunity for manufacturers to look forward into 2024 and announce to the Belgian press what their strategy, plans and objectives will be in the forthcoming 12 months.
So we were invited at the end of last year by the Melvin Keuter, head of communications of Nissan Benelux at their press conference…and their interesting initiatives are certainly worth a closer look. Just read further!
Hans Knol ten Bensel
Melvin Keuter, head of communications of Nissan Benelux, exposed the electrification strategy of Nissan and its future…
Nissan Belux and Nissan Nederland merged into Nissan Benelux
On the 1st of July last year, this merger was executed in order to improve response to the needs of the Benelux market. Now the two entities are joined in a new so-called Regional Business Unit, led by Managing Director Jerome Saigot. Indeed, the car market is going through a fundamental transition, and Nissan will respond to these challenges by focusing on electrification, digitalization of the customer approach and responding to major changes in the buying behavior of their clients. Mr. Saigot emphasized these points of the strategy in his presentation at the press conference. He sees also in this merger further useful synergies for staff and dealerships.
He exposed the mission of Nissan Benelux, which is to be an innovative brand which offers electrified mobility and a superior service to its customers. Its objectives are to enlarge its volume, raise brand identity and awareness as well as boosting profitability.
The strategy to achieve this will be to focus, as we said, on further digitalization of customer approach, further electrification of the model range, strengthening corporate sales, bolstering brand identity and streamlining distribution.
According to Jerome Saigot, digitalization is a major trend which will strengthen further. In 2020, only 4 % of customers were buying a car online, which has risen to 12 % in 2023. Market surveys show that soon 45 % of the future customers will buy their car online. Of course, Nissan will work further on its electrification, and indeed focus also increasingly on corporate sales.
Looking at the results last year of Nissan Belux, 6.750 units were sold, which is an impressive 48 % rise compared to FY 22.
Also in distribution and dealership the focus will be on further developing synergies and tailoring the customer approach on their changing preferences and buying behavior. In December last year, Nissan sent a message to the professionals, small and medium enterprises, craftsmen and the like, pointing out the attractiveness of their increasingly electrified LCV segment.
Decisive steps toward further electrification… or EV36Zero.
EV36Zero is a key part of Nissan Ambition 2030. In this period Nissan will deliver exciting, electrified vehicles and technological innovations while expanding and transforming its operations globally the company announces. The vision supports Nissan’s goal to be carbon neutral across the lifecycle of its products by fiscal year 2050.
In November last year, Nissan announced that the EV36Zero hub in Sunderland, Nissan’s blueprint for future manufacturing, will consist of three electric vehicles (EVs), three gigafactories and up to £3bn investment.
The transformational project includes future all-electric versions of Nissan’s flagship Qashqai and JUKE crossovers, and Nissan also confirmed that the third vehicle planned for UK production will be next-generation Nissan LEAF.
Nissan also announced that that it expects its passenger car line-up in Europe to be 100% electric by 2030.
Nissan is also incorporating in their electrification strategy the latest developments in battery technology. It will adopt Cobalt-free batteries, and towards 2028 there will be a cost reduction in comparison with Lithium-Ion batteries of not less than 65 %. This year Nissan will open a pilot factory in Yokohama to produce solid-state batteries, which can be charged three times faster and cost much less. They will be introduced to the market in 2028…
Looking into the future…
After exposing the good qualities of the present range, a veil was lifted in this conference about the cars we can expect in the (not so) distant future.
Indeed, the three future versions of the full electric Juke, Qashqai and Leaf will be inspired by three exciting all-electric concept models, two of which were recently unveiled at the Japan Mobility Show:
The Nissan Hyper Urban Concept, a crossover EV characterized by a sleek and modern aesthetic.
The Nissan Hyper Punk Concept, an all-electric compact crossover with an exterior aesthetic defined by multifaceted and polygonal surfaces.
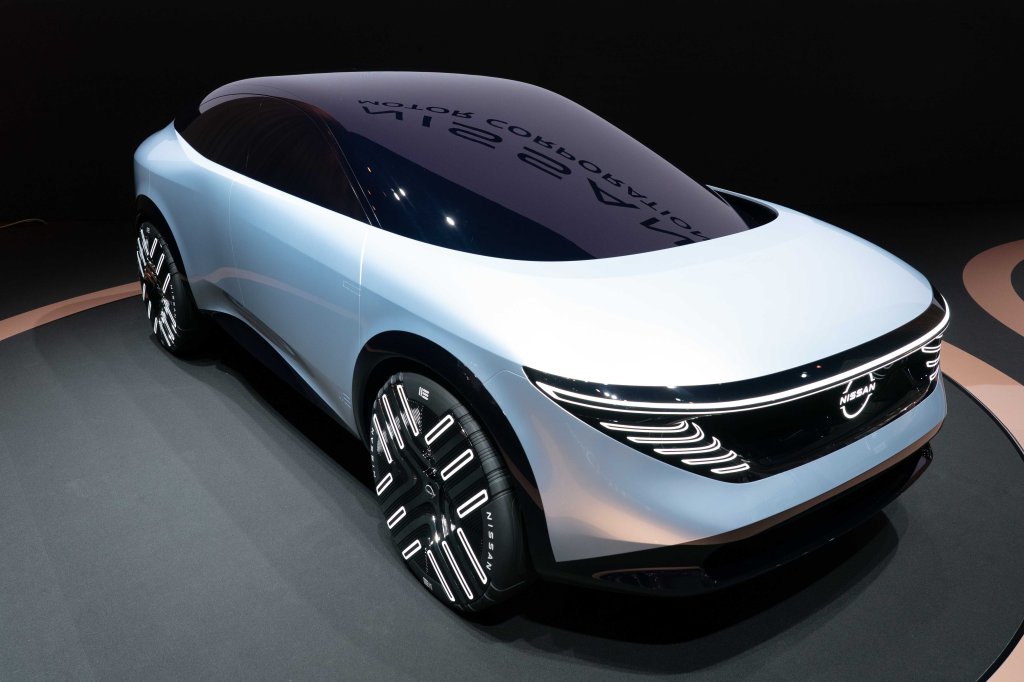
The Nissan Chill-Out Concept, was unveiled in 2021 and previously confirmed as the inspiration for a future EV to be built in Sunderland.
The car is a compact, sporty, city EV concept with an influence from the world of virtual gaming. Besides the sleek and modern design, advanced safety technology, it has a productive and comfortable interior space.
The Chill-Out, – see photo here above – which looks to us as a very realistic concept car which we might see on our roads in the (very?) near future, utilizes the CMF-EV platform.
The Nissan Hyper Urban Concept – see photo here above – was announced at the 2023 Japan Mobility Show; its styling complements the sophisticated tastes of its target users, such as urban and suburban based professionals who prioritise environmental sustainability.
This all-electric crossover concept is designed to remain up to date for every new owner, ensuring an extended lifecycle through regular software and hardware upgrades, aiming to achieve the utmost sustainability. To maximize this further, the vehicle seamlessly integrates into the electric vehicle ecosystem (V2H/B/G), for power sharing.
Last but not least, there is the Nissan Hyper Punk concept was also announced at the 2023 Japan Mobility Show.
It is positioned as an all-electric compact crossover concept, catering for a dynamic audience seeking self-expression through style and creativity. It offers owners a canvas for self-expression with its polygonal-shaped exterior with dynamic color changes.
Further styling exercises: the Nissan Concept 20-23
To celebrate the 20th anniversary of Nissan Design Europe (NDE) being located in London, Makoto Uchida, Nissan’s President and Chief Executive Officer, visited NDE in September last year to unveil an all-new sporty urban electric concept car called Nissan Concept 20-23.
The car certainly turns heads, as you can see from the accompanying photo. It was designed by a team including some the younger members of NDE, with the simple brief to design a car – with no constraints – which they would like to drive on the streets of the city where they work.
Of course there is the present range of Nissan, with the Juke, bestseller Qashqai and Ariya. Last but not least also the Leaf. Head of Marketing Rémy Le Gall presented them. See photo here below.
Soon we will refresh our driving impressions of these cars for you, and tell you then more about their unique qualities. Stay posted!
Indeed, Renault will enrichen the world with its iconic full electric “Cinq”, reminiscent of its wonderful R5 which stole so many hearts decades ago. With this car, Renault wants to bring EV driving to the masses, affordable and with a distinct link to its glorious past.
The car will be a star on the 26 February at the Geneva International Motor Show, and it now starts gradually unveiling details of the car.
The headlights of R5 are a key design feature, making the front end instantly recognisable. It is not only their shape that sets them apart, but also the mark in the centre of the lens, resembling the pupil of the human eye. This nod to the 1972 advert featuring “The Adventures of Supercar” gives the modern-day R5 a human-like expression.
At the front end, the air intake present on the bonnet of the historic model has disappeared. Clearly showing that Renault 5 E-Tech electric belongs to the world of electric vehicles, it has been replaced by a charge indicator light forming the iconic number “5” when the vehicle is fully charged.
The wheel arches create a broader stance, giving R5 the look of a compact car with real on-road presence. Their graphic design underlines a unique and instantly recognisable personality, reminiscent of R5 Turbo.
The vertical rear lights were a hallmark of the R5, and here they include a function extending the side panel.
R5 R Pass, a skip-the-line programme for online customers
At the end of last month, Renault is rolled out a unique experience for future customers: the R5 R Pass programme. R5 R Pass holders will be able to order the new iconic all-electric vehicle in the Renault network 10 days before orders open to the general public. Customers placing an order during this special period will be among the lucky first to take delivery of their vehicle from autumn 2024, with the ElectriCity plant in Douai, France, giving priority to their order on the production line. Holders of an R5 R Pass will receive a scale model of Renault 5 E- Tech electric after its reveal and will be the first to access content and events around Renault 5.
Available at a cost of €150, the R5 R Pass will be available from http://www.renault.fr/r5 and in the seven participating countries (France, Germany, Italy, Spain, United Kingdom, Belgium and the Netherlands).
An all-electric city icon…
Just 3.92m long, Renault 5 E-Tech electric is every inch a city car. Ideal for urban driving, this all-electric icon is also fit for the open road with its 52 kWh battery giving it a range of up to 400 km WLTP. This battery will be the first available when orders open. A second 40 kWh battery will become available at a later date.
Renault 5 E-Tech electric will be the first vehicle built on the new AmpR Small platform (formerly CMF-B EV), designed for true driving pleasure. The multi-link rear suspension, usually found only on vehicles further up the market, contributes to the excellent stability and roadholding.
Renault will gradually show more of its new all-electric baby. Stay tuned!
Belgium has always been a country with many Lancia enthusiasts, and the iconic brand returns therefore in its renaissance strategy also to our country and Luxemburg as one of its 6 major European markets. We could witness the presentation at the Italian embassy in Brussels of the beautiful and stunning Lancia Pu+Ra HPE, a concept car which embodies, as Lancia puts it, “the brand manifesto for the next 10 years in terms of design, interior home feeling, sustainability, electrification and effortless technology.” We will come back in more detail on the styling and innovations incorporated in this car, which will indeed be a harbinger of things to come for the brand.
At the press conference, we listened to four speakers, Mr. F. Colonnese Business Development Manager EE (see photo here above) , Mr. C. Louwerse_Premium Cluster Director NL, Mr. Milosz Tomanek_Premium Cluster Director Belux and last but not least Emanuele Tomassorri, Exterior Designer.
We could have an interview with both misters Tomanek and Tomassorri, which you will see further soon in our columns.
Milosz Tomanek, Director of the Stellantis Premium Cluster in Belgium and Luxembourg (photo here above) stated “as soon as we announced Lancia return to Belgium and Luxembourg, we set up a dedicated team to work on and implement the brand Renaissance, making of Lancia the brand that embodies the Italian elegance. For the launch of the new Ypsilon in 2024, we will have 10 retailers and 13 after-sales service points. We are ready to have Lancia back and make of Belgium and Luxembourg two of the main European markets for Lancia.” Lancia will also launch the Gamma in 2026 and last but not least the Delta in 2028. From 2026, Lancia will only be launching 100% electric models and, from 2028, it will only sell 100% electric cars.
Lancia’s Roadmap for Europe
Lancia’s arrival in Belgium and Luxembourg is another step of the brand’s Renaissance towards its internationalization and forms part of a roadmap in line with the Stellantis “Dare Forward 2030” strategic plan.
By the first half of 2024, the brand will have 70 new retailers in 70 major European cities and 100% of the letters of intent have already been signed. The strategy involves, as Lancia puts i officially, a new efficient and innovative distribution model, with a selected number of retailers based on a key concept of Lancia Renaissance: quality.
The new showrooms will provide customers with a totally immersive experience, both online and offline, recreating a “home feeling” atmosphere, thanks to materials, colors and attention to detail, inspired by Italian architecture and design.
As said, more soon with interviews and further separate reports and comments on the design of the Pu+Ra HPE…
we just tell you here that the name Lancia Pu+Ra HPE is based on Pu+Ra, the brand’s new pure and radical design language, whereas HPE stands for ‘High-Performance Electric’…
It’s coming: Volkswagen brought us a first glimpse of an all-electric Volkswagen costing less than 25,000 euros with their “ID. 2all” concept vehicle.
It is of course front-wheel drive, range of up to 450 kilometres, innovative technological features such as Travel Assist, IQ.LIGHT or Electric Vehicle Route Planner and a new Volkswagen design language.
Technical buffs are interested to know that this new “E”VW for the masses will be based on the MEB Entry platform and is one of ten(!) new electric models that Volkswagen will launch by 2026.
In my modest opinion, VW takes here a formidable and bold gamble… will the European car markets (and more specifically its electric infrastructure) be ready for this?
Read further about this “milestone” E-VW…it is sooo interesting and will be a harbinger for things to come!
Hans Knol ten Bensel
VW’s goals and ambitions with this new true “E”-VW…
It is certain that VW wants the wider public to again fall in love with its cars: Thomas Schäfer, CEO of Volkswagen Passenger Cars stated it clearly: “We are transforming the company rapidly and fundamentally – with the clear objective of making Volkswagen a genuine Love Brand.”
The concept of “Wertarbeit”, a concept so beloved by the Germans, which can be freely translated to “Quality work which creates value”, is also not lost in the boardroom and lobby’s of Volkswagen. Imelda Labbé, Member of the Brand Board of Management for Sales, Marketing and Aftersales, stated it clearly: “We are transferring the typical Volkswagen virtues to the new world of mobility: top quality and workmanship, outstanding software and digital services with genuine added value.”
Mechanical perfection and reliability is therefore of prime importance, and so VW adops well-tried solutions, present in the MEB platform, which by the way uses also all the automated product processes which are already well in place.
Kai Grünitz, Member of the Brand Board of Management responsible for Development, states it for us: “The ID. 2all will be the first MEB vehicle with front-wheel drive. We are exploiting the great flexibility offered by our modular electric drive (MEB) platform and will set new standards in terms of technology and everyday usability with the MEB Entry platform.”
This VW will also certainly be no sluggard: It has a powerful electric drive motor with an output of 166 kW / 226 PS and will have a calculated WLTP range of up to 450 kilometres.
A new design…
The ID. 2all concept vehicle was designed by Andreas Mindt, who took over as the new Head of Volkswagen Design on 1 February 2023. Volkswagen is in his blood, as his father was a designer in Wolfsburg before him. Andreas Mindt joined Volkswagen in 1996 after studying design. He created bestsellers such as the first Tiguan and the seventh-generation Golf. In 2014, he moved to Audi in Ingolstadt as Head of Exterior Design.
The next step followed in 2021 when Mindt became Director of Design at Bentley in Crewe, England. However, he has always maintained his close ties to Volkswagen and continues to be the proud owner of a Beetle. Andreas Mindt on his first project as Volkswagen Head of Design: “We are transferring the DNA of our icons into the future. The ID. 2all is therefore also homage to the Beetle, Golf and Polo.”
Andreas Mindt has developed a new Volkswagen design strategy – one that will ensure the brand’s DNA remains clearly recognisable in the future. Mindt: “I am focusing on three main pillars: stability, likeability and excitement.”
“The most important value for Volkswagen design is stability,” says Andreas Mindt. This includes value stability, stability of form, reliability and recognisability. “A second core element of the brand is likeability,” explains the designer. The Beetle, Volkswagen bus, new Beetle and ID. Buzz clearly demonstrate this. “Stability and likeability – we have to achieve these two values in every respect.” But there is much more to a successful Volkswagen than that: “We also want to create excitement in our customers.” For example, with added dynamics, improved operability or the classic “form follows function” of an ID. Buzz or Golf. Technologies, forms and concepts are what make a Volkswagen desirable. Stability, likeability and excitement are typical characteristics of the Volkswagen design, the Volkswagen feeling. Mindt assigns three design elements to each of these three values. They are all reflected in the ID. 2all.
I was happy to read Mindt’s comments on design, which I have repeated time and again in my guide tours at Audi Brussels: Automotive design is an art form, but there are still clear laws that apply – such as the golden ratio. I couldn’t agree more with Andreas Mindt: “Likeability is created by the golden ratio. This is quite simply the ratio of three fifths to two fifths.” Leonardo da Vinci already followed this geometrical principle in works such as the Mona Lisa. The designer continues: “The feature line running below the window shoulder is located on exactly the golden ratio line of the ID. 2all. Both the Beetle and Golf also always followed the principle of the golden ratio.” People perceive this division created by nature as being pleasant and likeable.
Easy to use…
VW has learned from the usability mishaps in the commands of the early ID’s. VW now calls it ‘self-explanatory operation’. The touch display (diagonal: 32.7 cm / 12.9 inches) of the infotainment system has a new menu structure. Below this there is a newly developed, separate air conditioning control panel. Other vehicle functions are operated by means of a menu control in the centre console, which can also be used to change the look of the digital instruments. The new multifunction steering wheel is designed to be clear and self-explanatory – two thumbwheels on the left and right and two buttons each, and nothing else.
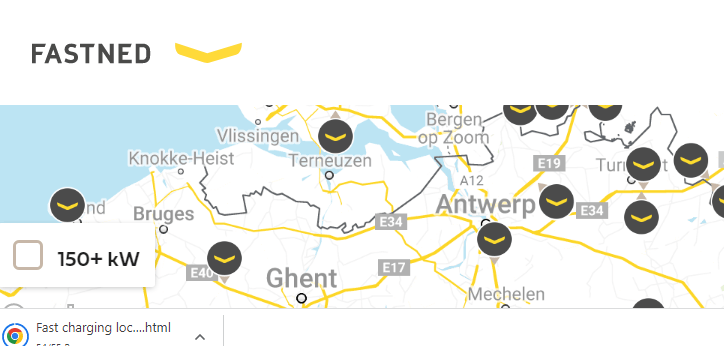
Charged to 80 per cent in less than 20 minutes…
The battery permits a calculated WLTP range of up to 450 kilometres. At DC quick-charging stations, the battery can be charged from 10 to 80 per cent in 20 minutes.
Provided we find these stations! In our country, the situation is still abysmal what these quick charging stations is concerned. Take Fastned: when I want for instance to drive from Antwerp to Knokke, I need to have enough range to make the 210 km trip back and forth to Antwerp, and to make things even worse, there is no Fastned charging station in the whole Antwerp region so far, and NONE in Knokke… so I would have to go towards Brussels in Steenokkerzeel, about 43,7 km from Antwerp, to find one… ridiculous isn’t it? I need at least 260 km range for the trip! To avoid any misunderstandings, we looked here only for Fastned charging stations. There are of course some other 4 to 38 kW charging stations, but any of the apps to find chanrging stations do NOT show whether you can use your bank card or not. At more than 90 %, it is not possible…
Back to our concept car…
Of course, this VW accelerates like a bullet: 0 to 100 km/h in less than 7 seconds. Its top speed is limited to 160 km/h.
A bold step for Volkswagen, but a very logical one if you take a look at its strategy. Soon, we will live in (very) different times…
On the Brussels Salon, Citroën showed its already iconic Oli prototype, a harbinger of things to come in the Citroëns which will be in the showrooms already this and next year. Reason enough for your servant to have a talk with its head of design, Pierre Leclercq, about the design philosophy of the progressive brand with the “double chevron”, and so much more…
Hans Knol ten Bensel
I started this interview asking indeed about this new design philosophy of the brand, striving towards simplicity, practicality, lightness, durability and sustainability in a very bold and original package.
PL: “With the Oli, there are two things. First there is the brand identity, as we show with the Oli styling elements which we will bring to the market as soon as this year. The front end, the new logo, the head- and rear lamps, also the coherence between the front and rear end. The latter is a very important element in our brand identity. (We have seen this already in the Ami – editor’s note).
The form language, the simplicity of the edges and the curves will also be seen on our future production cars, but then also the contrasting vertical elements will be present. Our designers will deviate here from the strictly automotive styling which you see in the other brands of the group, we have a non-automotive touch which will be a distinctive element in our future styling.
The magic goals of French Design…
The second fact is that the Oli is not just a styling exercise. It is not only style. It is really French Design. We work together with our engineers to reduce weight, the cost, we are striving for intuitive and simple solutions.
For instance the seats. It’s very important, we work with a whole team to get a seat which is very distinctive, which we can put into production. We discovered with the Oli that our clients are ready for these things. We see that our clients are ready to take bold steps together with us, because we have an image that we will bring something more on the road than just a nice looking car.
HKtB: This translates also into the choice of the materials, the dialogue with the suppliers about the substance and texture of the elements and their surfaces, their unique touch and feel, the atmosphere and character this gives to the car…
PL: We will be a zero carbon company in 2038, and this has a huge impact on materials. Not so long ago, the choice of the materials came very late in the process of building a car. The exterior and interior, the colors, it was seen as pure decoration. Here and there, one started to use recycled materials for some items, but that was it. This process is now completely turned around at Citroën. We now ask first to tell us which materials we can use, as we want recycled materials, unpainted, and we will go from there and adopt them. This is most interesting. And I think that our clients are also ready for this.
HKtB: These elements and this approach we also see in the Ami. The French, as even Mr. Tavares recently put it, love their individual mobility. The Ami is fit for the (mega)city… will there be other models geared for a new City Mobility in the spirit of the Oli?
We always search for new solutions…
PL: We have many projects running now. It’s a bit like a funnel. When there is one project hitting the road, we have already other proposals in the pipeline. We are always searching for new solutions. If you remember, two years ago, we showed a rather disruptive project of robotized platforms, which is an intelligent use of the present day autonomous technology, in controlled urban areas. But I imagine perfectly in 2030 and 2035 that these solutions will be used in our cities. The design will then focus on the interior of the cabins and structures rolling on these platforms, a very interesting evolution.
The Ami represented a big risk for us, indeed, we thought about the city, but in fact, we scrutinized the clients who bought the Ami, age, location, etc, and we noticed that the Ami is not only used in the cities. We have clients who buy the Ami for their children and grandchildren, remember that in France you can drive an Ami at the age of 14, and it is better than a scooter. And in a market where these vehicles cost between 12 and 15.000 Euros, ours is available for 6.000 Euros… No small feat, as we respect the profitability margins of our group! It is now on the market for two years, and it has grown more into a lifestyle than a car. This is also what the 2 CV has achieved. It is not easy to create the same phenomenon in this day and age…
HKtB: Can you tell a bit more about your Ami buyers?
We have also many clients who buy an Ami for their holiday homes. And as I said, of course grandparents who buy the Ami for their grandchildren. There are also clients who own a Ferrari and buy an Ami for their third or fourth car…
HKtB: We talked earlier in Paris about your open mindedness towards other designers, in other sectors, who could become involved in offering elements of the car during its life, for example, that in a further future one could offer replacement seats for Oli’s or Citroëns who after years of intensive use get a bit long in the teeth… or, rather, offer parts and items to customize the new Citroëns…
PL: It’s a philosophy I love very much. People more and more want an object which is really theirs. Design is not a luxury anymore. If you go for an Ikea kitchen, you can still choose the finish, styling and colors you want, to make it yours. This is now also true for cars. We have started this with the Ami.
HKtB: It is also true for Jeep. Mopar offers a wide array of accessories.
PL: Indeed, this trend is already more prominent in the States. But with the Ami we started off in Europe with the same trend. Not that we offer many accessories, but we created a desire with the customer to customize his car. It’s like Apple. They don’t offer many accessories themselves, but are produced by Belkin etc. It is a very interesting path for our cars in the future. This will give us for instance incredible interiors. I want the client to appropriate our geometries. Why not share our geometries on the internet Open Space and invite the developers to have fun with it?
Every brand has its own design team to embody its proper DNA
HKtB: What is your relationship or rather dialogue between your styling department and the suppliers? Do they come present you what is possible, or after having established a manifest for yourselves what you want to do in styling in the next five years, let’s say, you ask them to come up with new materials, possibilities?
PL: The dialogue goes both ways. But I want to stress here that the design has become very important. The suppliers are specialized in offering technology, for instance for the platforms we have conceived within the group, but over the last 30 years, what have we done? Instead of asking PininFarina or Bertone to style all the cars in the world, we have all established our design centers which carry truly our DNA, and every brand has its own equipe or team of designers. This is génial, because we have cars within the group which don’t resemble each other at all…
HKtB: With the new materials comes also repair friendliness, durability…
PL: Indeed, we want our cars to have a longer lifespan, and we will refresh them within our network. We need of course more control as nowadays we don’t see the car anymore after it has been produced. We have to control the recyclability of the car. Otherwise it’s no use to build the car with recyclable materials.
HKtB: It think it is necessary to tell the client that his car now has a long life and that you as the manufacturer will follow the car throughout its life.
PL: Indeed, a lifelong car, staying with you the rest of your life.
HKtB: Indeed, that as a brand policy you commit yourself to the clients that your Citroën model, Type A, B, or whatever, that you will always follow this car for decades to come…
PL: Ca serait génial, that would be a stroke of genius. It is our goal. It would be very interesting and it would completely change the idea of the automobile of today.
HKtB: The youth is already there. They support and adopt the circular economy. I think Citroën is the right brand to do this.
PL: Indeed, we push within the Stellantis group for these concepts, and I think that our clients are far more inclined to make these choices than the buyers of other brands.
HKtB: I thank you for this interview. Thinking out of the box is always interesting.
PL: I thank you, always lovely to exchange these ideas, thank you for the conversation. I also think that every car we build has to make the life of our clients better. These are not empty words. The Ami improves lives. We offered a new service; in Paris, people smiled when they saw the car. It takes something to convince a Parisien!