We drove the new Subaru EV range – here you see the Solterra – on roads and terrain around the Château-Ferme de Moreinsart in Ottignies…
Subaru has now also joined the EV trend with its new range, the Uncharted, Solterra and E-Outback. Subaru, the high-tech company with an impressive sporting history and a tradition of absolute engineering excellence, develops its new EV’s in a 50-50 % in a team-building framework with Toyota.

We were welcomed by Subaru Benelux PR Manager Dick Braakhekke…

and Kobayashi Kota, Business Coordinator of Subaru Benelux…who explained the DNA of Subaru…
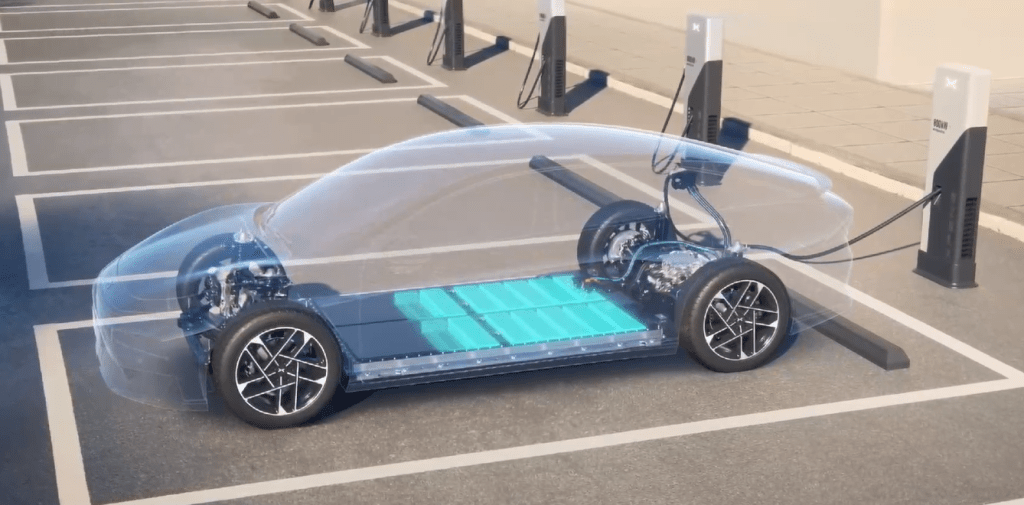
Of course, it conserves its proper DNA. Kobayashi Kota, Business Coordinator of Subaru Benelux, explains: where Toyota engineers concentrate on the engineering and development of the E-Axle, the traction and the advanced EV battery, and last but not least brings in the e-global platform, Subaru develops the AWD system and e-axle management, develops the (suspension) setup and drivability, and is also responsible for safety.

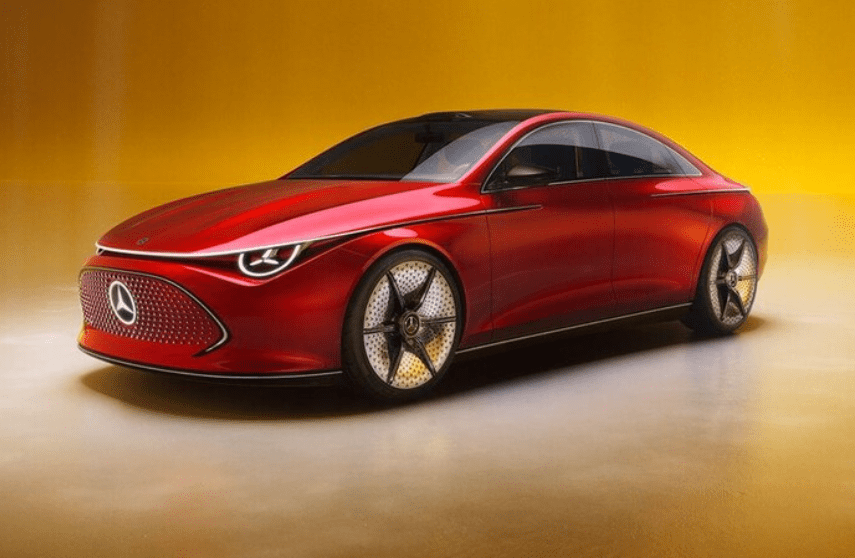
The stylish Uncharted was our first drive, and stole our hearts…
We could drive the three cars of Subaru’s new EV family on the winding roads around the Château-Ferme de Moreinsart in Ottignies. The castle also has a magnificent terrain in its surrounding woods, were we could experience the impressive AWD terrain qualities of the Subaru’s, a quality were the brand is (so) very famous for.
Indeed, the Subaru engineers have developed and honed this to perfection, and we found that the cars were totally easy to drive through terrain, and that even a total novice could steer the car safely over the most demanding off road tracks. Needless to say that we would like for you to put these cars through a more extended road and terrain test for you soon…

A well balanced range…
We start here with the Uncharted, the shortest of the three, with a total length of 4,535 meter. All the cars run on the same platform, but the Uncharted has a shorter wheelbase of 2,750 meter. It is also the lightest of the three, with 1,850 kg when you opt for the 2 WD ‘base’ version with 123 kW or 167 HP. Mind you, in this ‘2E excite’ version, you still enjoy plenty of zest with an acceleration from 0 to 100 in merely 8,2 seconds.

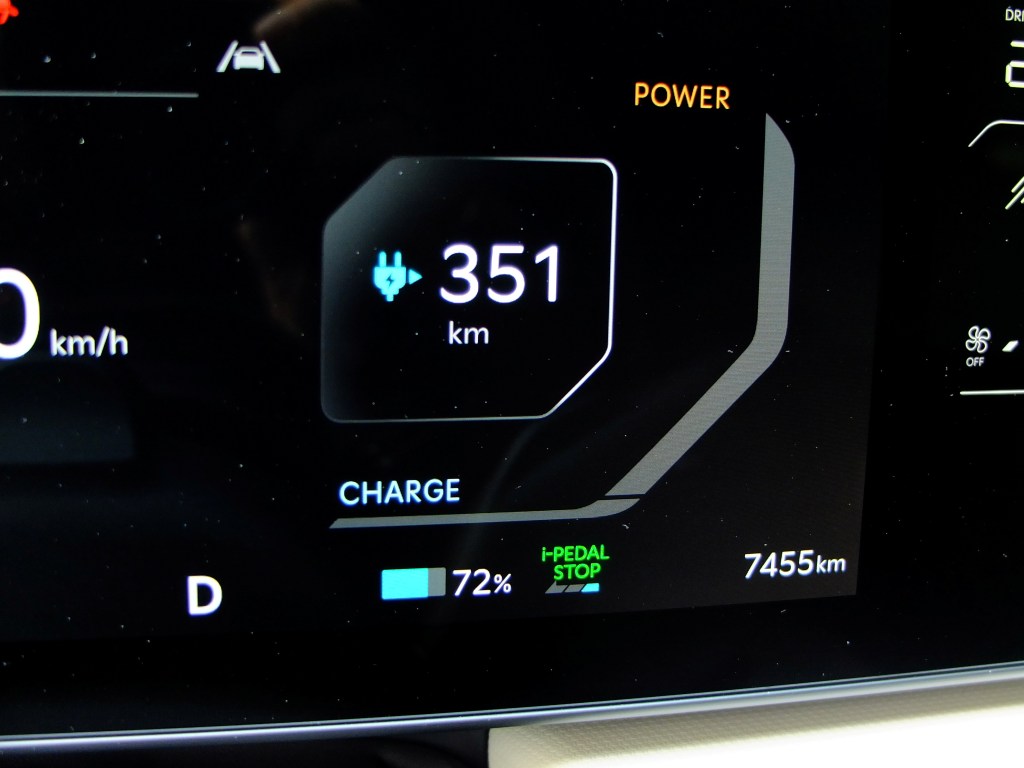
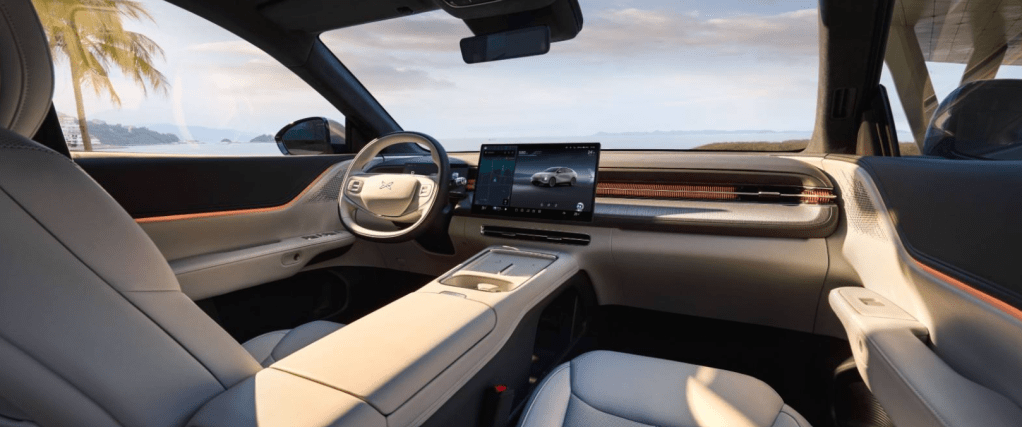
You have a 58 kWh battery which gives you a WLTP range of some 451 km. Its price is attractive with 36.995 including VAT at the moment of writing. We found the exterior (the) most pleasing, and also the interior made us smile. The seating position is excellent, and still in the revered Subaru tradition, the car handles very engaging indeed, and actually the same goes for the Solterra and the E-outback.
The compact Uncharted still seats five easily, and of course you can have more power and range, together with AWD. The top “4E-experience+” version gives you 252kW/343hp combined with a 77 kWh battery. WLTP range is then 490 km and it is good to know that the towing capacity is not less than 1,500 kg. This version is at the time of writing priced at 47.995 Euros.

The Solterra (see photo here above) comes in an ‘4E experience’ version which costs exactly the same as the ‘experience+’ version of the Uncharted, with the same battery capacity and engine power, but here the car is longer overall with 4,690 m and has a longer wheelbase of 2,850 m. It can also tow 1,500 kg and has a larger boot space of 452 l compared with 403 l for the Subaru Uncharted.

The E-Outback is the top of the range model, has the same wheelbase as the Solterra, but is the longest with 4,845 meter and also the most powerful with a 280 kW/381 HP motor, which puts performance almost in the supercar league. The car is available in 4E experience and experience+ versions, with the WLTP range in the most dynamic version being 477 km with its 74,7 kW battery.

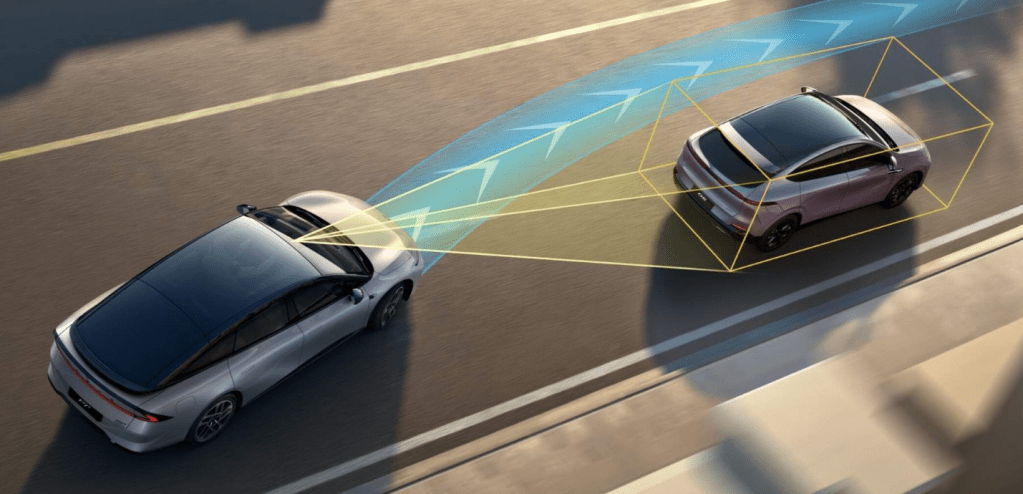
We also put the E-Outback through its paces on the off-road course, and we were truly impressed by the uncanny ease with which it tackled every possible terrain challenge we put to it. The inexperienced driver is aided by Subaru’s unparalleled driver-assistance system.

Its ‘Hill Descent Control’ is fully integrated into their X-Mode system – an enhancement to their standard Symmetrical All-Wheel Drive drivetrain. With X-MODE activated, HDC is automatically engaged when it detects a descent. Subaru’s hill descent control can only be used when driving under 12 mph and controls the throttle response and brakes when moving up steep hills to ensure traction is kept.

We will be driving the Subaru Uncharted and the other new EV’s after the summer holidays. Stay tuned!
Hans Knol ten Bensel