Time to think of alternative ways about paying for your mobility, if you read this slide…
At the Jeep presentation at the Lago di Garda, we attended a gripping presentation by Marcella Merli, Head of Group Sales & Marketing of FCA Bank. We also had a long conversation with her, about how we use our cars, and how we should have a fresh look at car ownership and think about alternative and clever ways to finance and fund our individual mobility.
This article is also a first in a series where we will present on a regular basis alternative and clever ways of mobility finance schemes.
Marcella Merli, Head of Group Sales & Marketing of FCA Bank, presented with verve the “Jeep Miles” program…
Indeed, she presented here for Leasys, the rental and mobility company of FCA Bank, their “Jeep Miles” program, the new pay-per-use rental solution designed especially for Jeep customers.
Inspired by the “Pay per Use” trend, today increasingly popular with consumers in various sectors, it offers subscribers the possibility to pay for their vehicle only when they are actually using it. “Jeep Miles” is a long-term rental requiring no down payment, that offers a convenient monthly fee, plus a variable cost calculated based on the kilometres actually travelled. The Mopar Connect T-Box, installed on board the vehicle, registers the mileage travelled by the customer. There are no mileage limits, for a real “Pay per Use” experience!
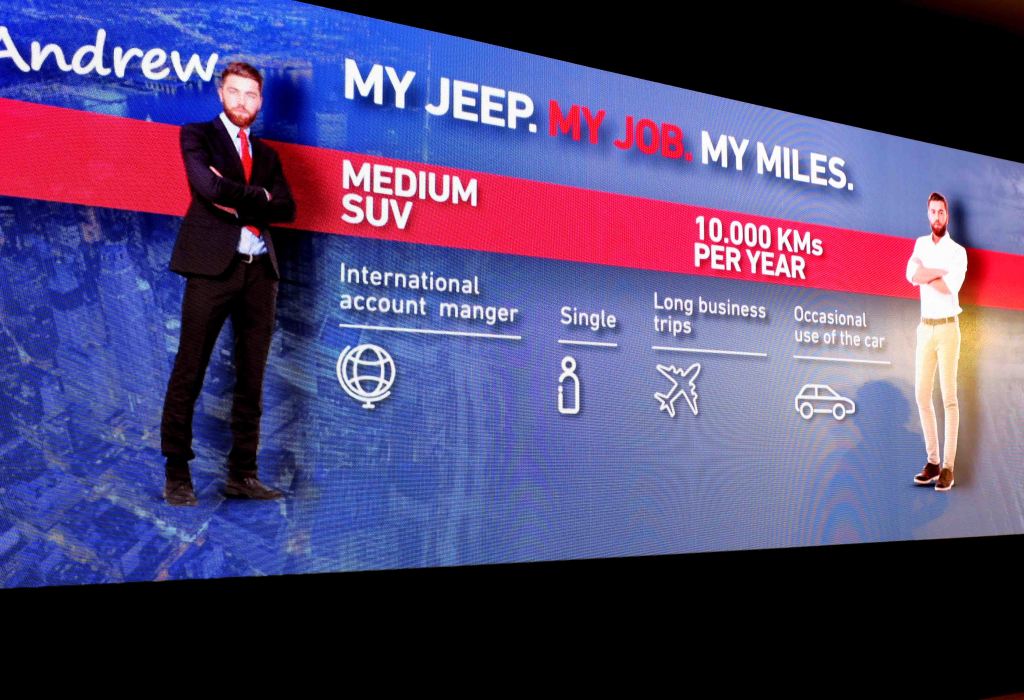
Marcella Merli presented amongst others this typical example, seen here on the photographed slide, of Andrew, an international account manager
Jeep Miles will be available in selected European markets in 2019.
The fixed monthly fee will include the main
mobility services, with different formulas. A variable component will then be
added on, calculated by applying the rate per kilometre to the mileage actually
travelled by the customer. The first 1,000 kilometres will be free of charge.
Jeep customers who, for example, only use
the car in specific periods of the year, or are often abroad for work, will
find Jeep Miles an ideal solution for their mobility requirements. It will also
be suitable for those who mainly use their vehicle in the city, clocking up low
annual mileages.
Marcella Merli presented amongst others this typical example, seen here on the photographed slide, of Andrew, an international account manager, single, goes on long international business trips had occasionally uses his Jeep Compass on weekends.
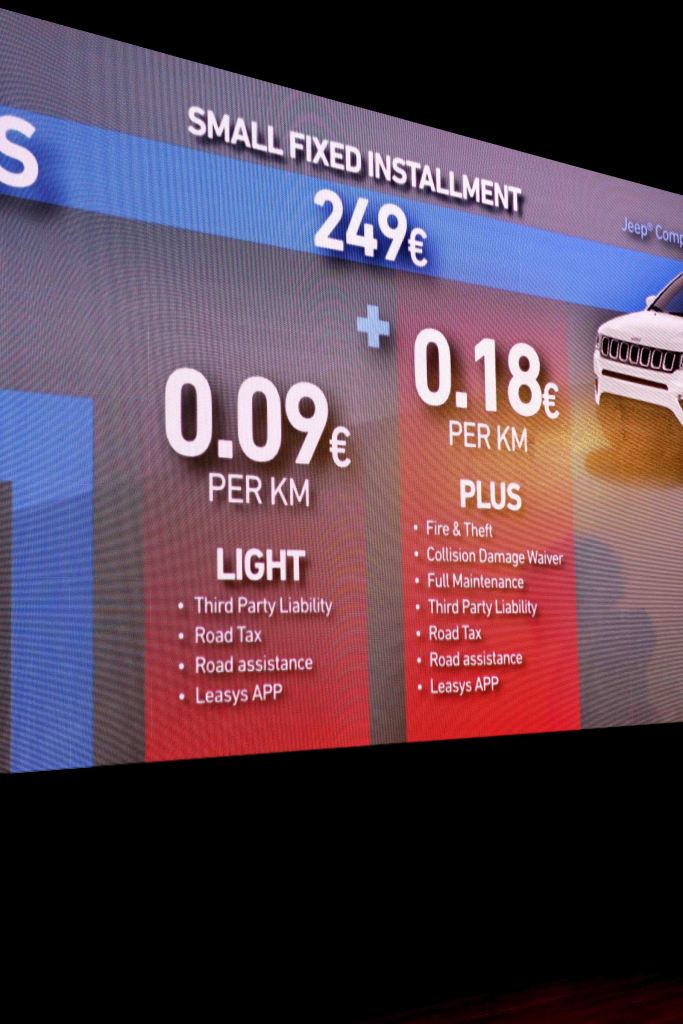
In his scheme, there is a small fixed instalment of 249 Euros, a “light” scheme of 0,09 Euro per km, including Third Party Liability, Road Tax, Road Assistance, the Leasys APP. The 0,18 Euro per km scheme includes further Fire & Theft, Collision Damage Waiver and last but not least Full Maintenance.
Soon, Leasys will also introduce soon a
credit card, which like we said, gives you an extra 1,000 miles on your Jeep
Miles contract, and enables also to buy with a discount all the Mopar accessories
you can think of…
Tempted? Indeed, think differently about financing your mobility…and enjoy your Jeep driving even more!
Klaus Busse talked with us in depth about the Alfa Romeo Tonale…
Our series about the visit to the FCA Centro Stile in Torino starts with an intriguing interview and talk with Klaus Busse, vice president of Design for Fiat, Abarth, Lancia, Alfa Romeo and Maserati, offering us interesting insights into the sculptural design philosophy and language of the iconic sporting Milano brand.
Of course this is not all. This in depth
talk and interview covers more aspects about the Tonale, and furthermore also the
Fiat approach to automotive product design…so we decided to split this
interview into a series, focusing in more detail on the various aspects. So stay
tuned on these columns for further reports in this series!
Hans Knol ten Bensel
The original wooden styling sculpture of the legendary Multipla stands proudly in the entrance hall of the Torino based FCA Centro Stile…
Having walked through the impressive
entrance hall of the Centro Stile, we started off with a question about how
this styling centre is set up.
B: “It is of course every day a joy for me to walk through the several studios of our Centro here. Every brand has a separate studio, and you met earlier here with Scott Krugger, the head of design for Alfa Romeo. (Note: this will be our next interview in this series). Every brand has their own head of design. We have 200+ individuals working here, from around the world. It is a very international team, we look at ourselves as the “espresso beans”, because as you know, espresso beans also come from around the world, but with the Italian process it creates an Italian iconic drink, and with the Italian process of design, we hopefully, you will agree, we are able to create Italian iconic design, even though the designers are not coming only from Italy, but from around the world.
We went first to the room of Alfa Styling department
Q: We are here seeing today shoulder to shoulder two different cars on our visit: the Tonale and the Centoventi…
B: I can tell you here first a few words about the Tonale itself, and notably also of the Fiat Centoventi. (Note: which we will also discuss later in separate interviews). It is a very rare thing for us to go to a show with two concept cars, and the beautiful thing we were able to do with the Alfa Romeo and the Centoventi, is that we were able to show the two sides of Italian design, the way we see it. So we have in front of us here with the Tonale the classic sculptural beauty of Italian design, and with the Centoventi we have the Italian approach to product design, applied to the car. So you see the two extremes of Italian design in the automotive sphere.
In the Fiat Centro Stile room, we stood eye to eye with the Centoventi… more about it later in this series!
With the Tonale, the challenge was, since it is again an SUV, and we have already an SUV with the Stelvio, to create something that is typical Alfa Romeo, but has nothing to do with the Stelvio in terms of the shapes. The Stelvio is a very muscular car, with emphasis on the wheels and the voluptuous shapes, here on the side you see we have a different construction of the car, we have a completely different front, so the challenge was that with our second entry to the SUV market, we do not create a copy of the big brother, like you see with other companies, who are just adopting a same design and adapt it to different sizes. We wanted to create something completely different with the Tonale.
The horizontal “eyebrow” line is clearly seen here…
Q: Will this car be a trendsetter for the future Alfa design?
The one thing you will not hear me talk about today is the future. I will talk about the present, about the Tonale, but I will not lift the veil more. All I can say is that I think we found something which is a beautiful progression. I saw that my team put the 8C model here, and maybe that allows me to highlight where I see the progression what the team has done here, when we look at the front. The 8C, the 4C, the Stelvio, the Giulia, all of these cars have basically have this hood line, it is a flowing design, and it nicely encompasses the grille. This face was applied to all current generation vehicles.
The muscle lines on the hood converging into the Scudetto, as seen here in the 8C, is now completely given up in the Tonale…
With the Tonale, we completely gave up this kind of interpretation, you still see the muscles of course leading to the Scudetto, but we went to a much more horizontal design. So we went from a vertical design to a horizontal design, and that of course is a completely different construction of the front, and this much I can tell you, we would not do this just for one car…
Klaus Busse dedicated a drawing to your servant… with the horizontal line clearly visible…
Because here, the 8C created a family of cars, and in this case again, it might create a new family of cars…
As
said stay tuned for the next part of this interview, where we will talk in
depth about tradition and modernity embodied in today’s Alfa design language…
We had long and in depth conversations with FCA Group Chief Designer Klaus Busse and his team…
What we saw and heard on our visit to the Torino based Centro Stile was nothing short of absolutely stunning. We had long and in depth conversations with FCA Group head of design Klaus Busse and his team, both from Alfa Romeo and Fiat styling.
The beautiful instrumentation and interior of the Tonale, with Klaus Busse watching in the background…
Needless to say that we are the coming days eager to report on all this extensively, and indeed you can expect to read our findings in several reports…
Alfa DNA styling revived on the drawing boards provides the mould for the new Tonale design…
The next few photos just lift a tip of the veil of the vast material we collected and photographed…
Rewriting democratic mobility and opening many new doors in design: the Centoventi Fiat
We just want to thank here the magnificent efforts of the dynamic PR team of Fiat Chrysler Automobiles Belgium, notably Dominique Fontignies, PR & Communication Director and Wim Willems, Press Officer, for sharing the knowledge of these experts and their creations with us.
Full of revolutionary, practical solutions: the interior of the Centoventi…
Toyota/Lexus hybrid technology is state of the art. Others can now also make use of it…
Toyota surprised us all this week with a very responsable and admirable move. It announced this week that it will grant royalty-free licenses on nearly 24,000 patents it holds (including some pending applications) for vehicle electrification-related technologies. Considering the amount of time, money and resources needed to develop sustainable mobility to help combat rising emissions and continuing to utilize currently available technology, Toyota Motor Corporation (Toyota) announced this measure related to its patents and technical knowledge to further promote the widespread use of electrified vehicles.
A power control unit… the result of Toyota/Lexus expertise
But that is not all. Toyota will as a
second, also most important measure provide fee-based technical support to
other manufacturers developing and selling electrified vehicles when they use
Toyota’s motors, batteries, PCUs, control ECUs, and other vehicle
electrification system technologies as part of their powertrain systems.
Ultimately, by granting royalty-free patents and providing technical support on its vehicle electrification systems, Toyota aims to help further promote the widespread use of electrified vehicles, and in so doing, help governments, automakers, and society at large accomplish goals related to climate change.
Patents include electric motors…
More specifically, the patents included are
for parts and systems, such as electric motors, power control units (PCUs), and
system controls. These are core technologies that can be applied to the
development of various types of electrified vehicles including HEVs, plug-in
hybrid electric vehicles (PHEV), and fuel cell electric vehicles (FCEV).
Together, Toyota will offer approximately 23,740 patents awarded over more than
20 years of electrified vehicle technology development. The grant period will
start immediately and last through the end of 2030. Contracts for the grants
may be issued by contacting Toyota and discussing specific licensing terms and
conditions.
Brave new world, and Toyota is setting
(also) the pace… The company will continue the development and
diversification of electrified vehicles as it now turns its sights to include
the mass production of battery electric vehicles from 2020, starting in China
and India, followed by Japan, the United States and Europe.
The efforts to improve and increase the
diversity of electrified power train options is tied directly to Toyota’s
‘Environmental Challenge 2050’, wherein the company aims to achieve annual
electrified vehicle sales of 5.5 million units by 2030, as announced in
December 2017. To achieve its goal, Toyota unveiled plans to have 10 BEV models
available worldwide by the early 2020s, and from around 2025, the company aims
to have an electrified version available for all vehicle models across its
global lineup. Granting royalty-free patents and providing technical support is
an important additional step…which can only be applauded.
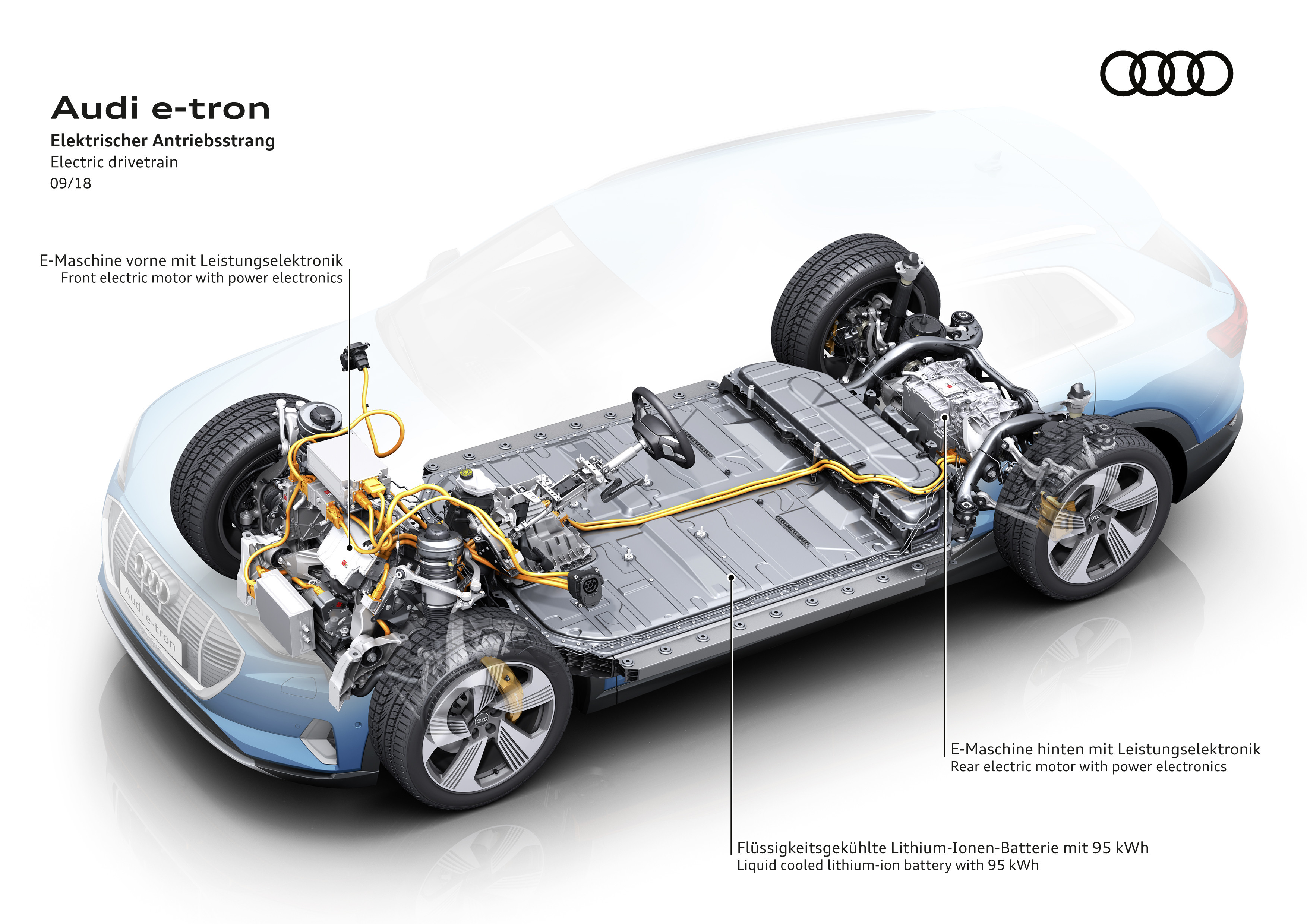
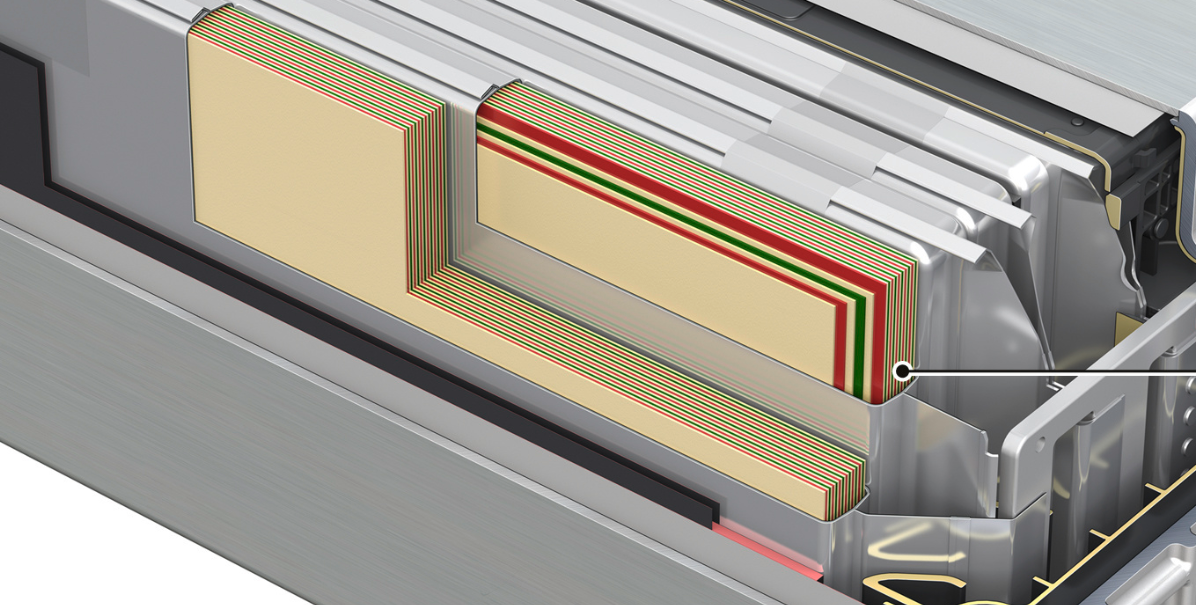
The Audi e-tron houses its batteries in a floorpan housing, which is waterproof and crash resistant…
When talking about the production of the impressive Audi e-tron on the Brussels site, the batteries are an intriguing part of the driveline. We take a closer look at it here, and show you some very interesting drawings provided by Audi Media…
Hans Knol ten Bensel
The large lithium-ion battery in the Audi e-tron provides for a range of more than 400 kilometers (248.5 mi) in the WLTP driving cycle. The battery operates with a nominal voltage of 396 volts and stores 95 kWh of energy.
Electric drivetrain in detailed view (ctrl + to enlarge)
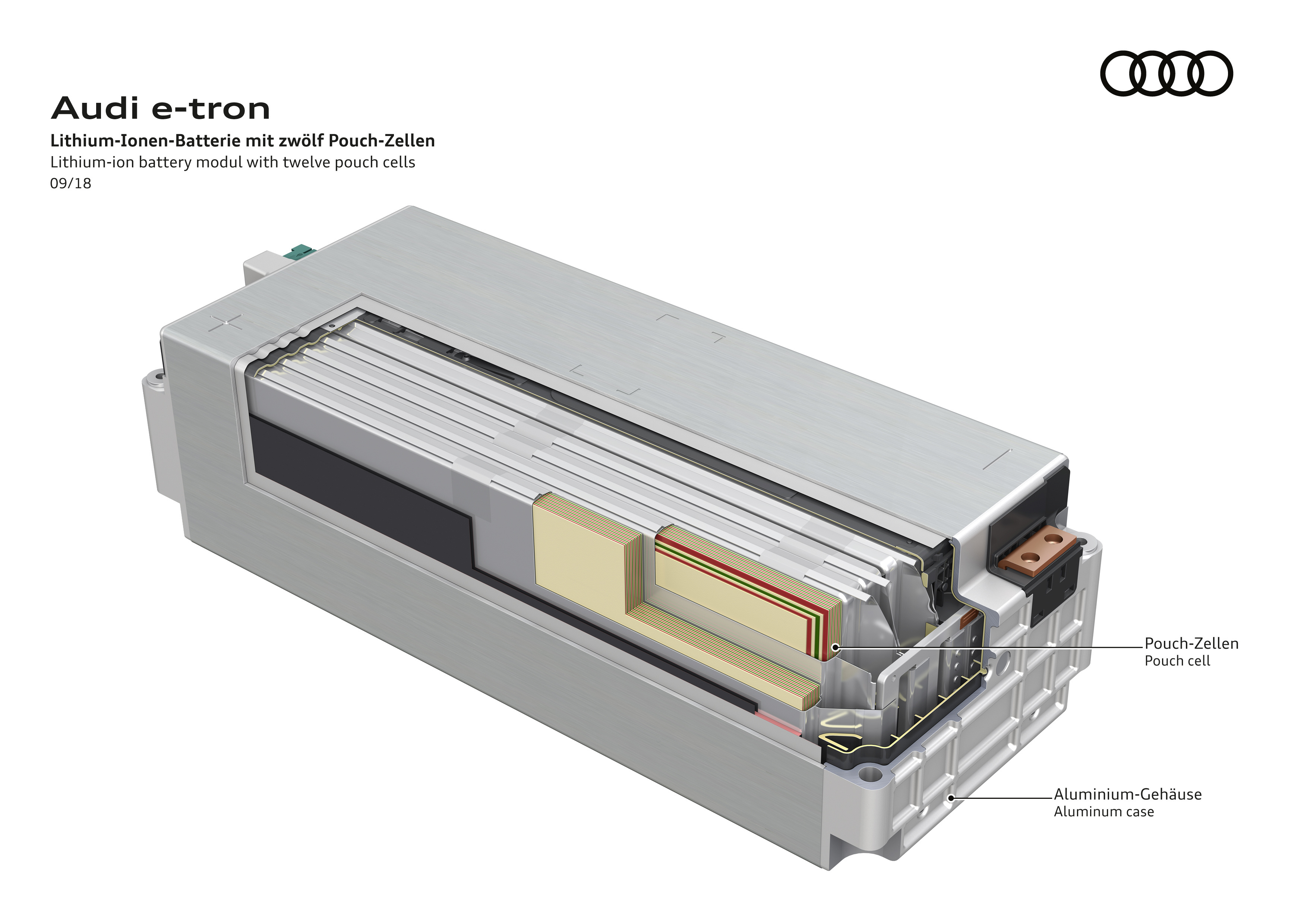
The battery system in the Audi e-tron is located beneath the cabin and is 2.28 meters (7.5 ft) long, 1.63 meters (5.3 ft) wide and 34 centimeters (13.4 in) high. It comprises a total of 36 cell modules in square aluminum housings, each of which is roughly the size of a shoe box. They are arranged on two levels, known as “floors” – a longer lower floor and a shorter upper one. At market launch, each module is equipped with twelve pouch cells having a flexible outer skin of aluminum-coated polymer. In the future, Audi will use both technically equivalent prismatic cells in its modular concept, also in terms of a multiple supplier strategy.
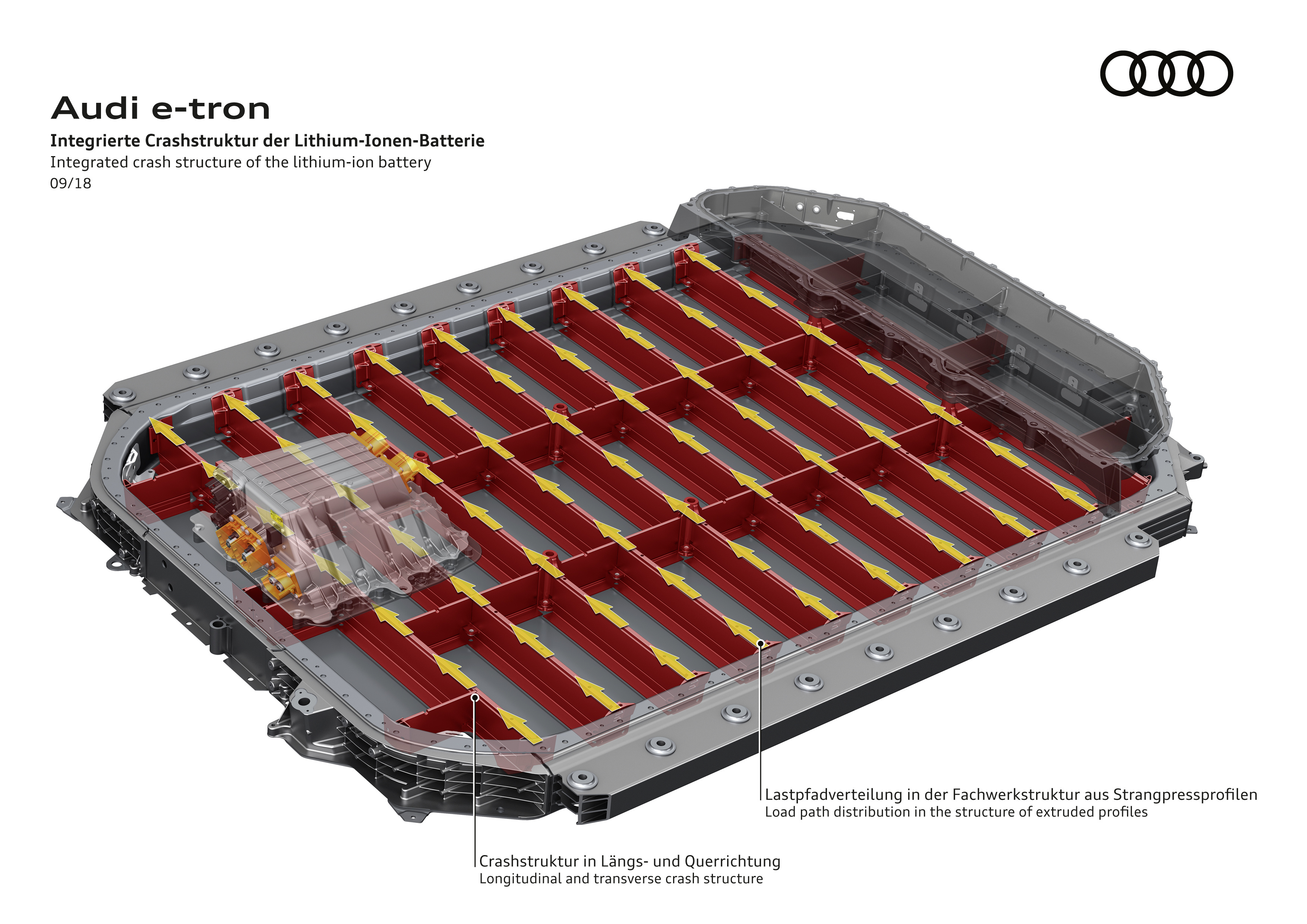
Integrated crash structure of the lithium-ion battery housing
The cell modules in the Audi e-tron can reproducibly discharge and charge electricity over a broad temperature and charge status window. The can be densely packed to achieve a very high output and energy density in the volume available.
Cooling the lithium-ion battery during DC charging via the NT cooler
A cooling system of flat aluminum extruded sections divided uniformly into small chambers has the task of maintaining the battery’s high-performance operation over the long term. Heat is exchanged between the cells and the cooling system beneath them via a thermally conductive gel pressed beneath each cell module. In what is a particularly efficient solution, the gel evenly transfers the waste heat to the coolant via the battery housing. The cooling system is first fixed to the bottom of the battery tray with adhesive. To protect the cooling system against stone and road debris, a base plate is installed, also to improve aerodynamics. At assembly, first the batteries/modules on both floors are placed into their locations, then the gel (also called gapfiller) is applied.
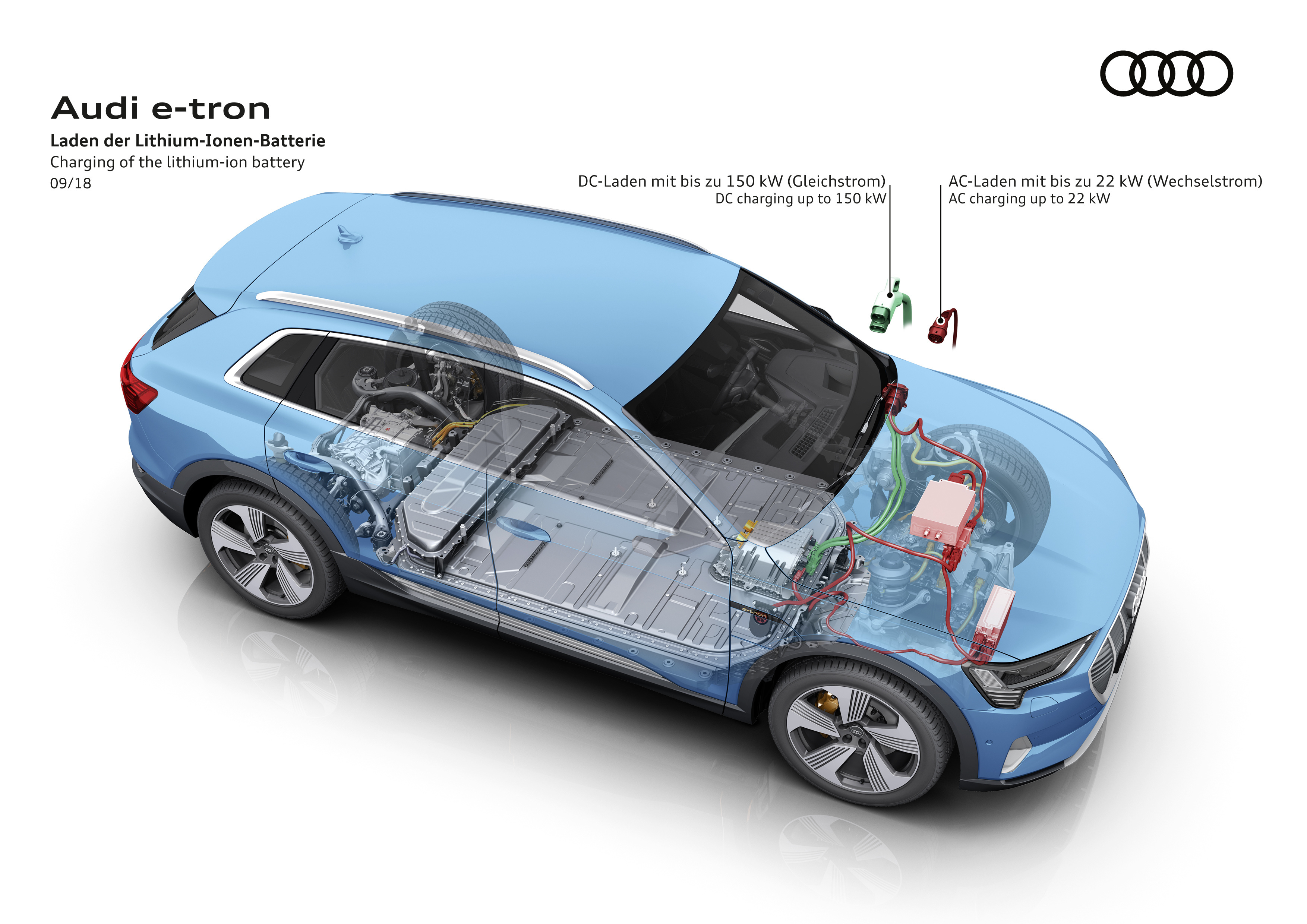
Charging of the lithium-ion battery
The battery and all of its parameters, such as charge status, power output and thermal management, is managed by the external battery management controller (BMC). This is located in the occupant cell on the right A-pillar of the Audi e-tron.
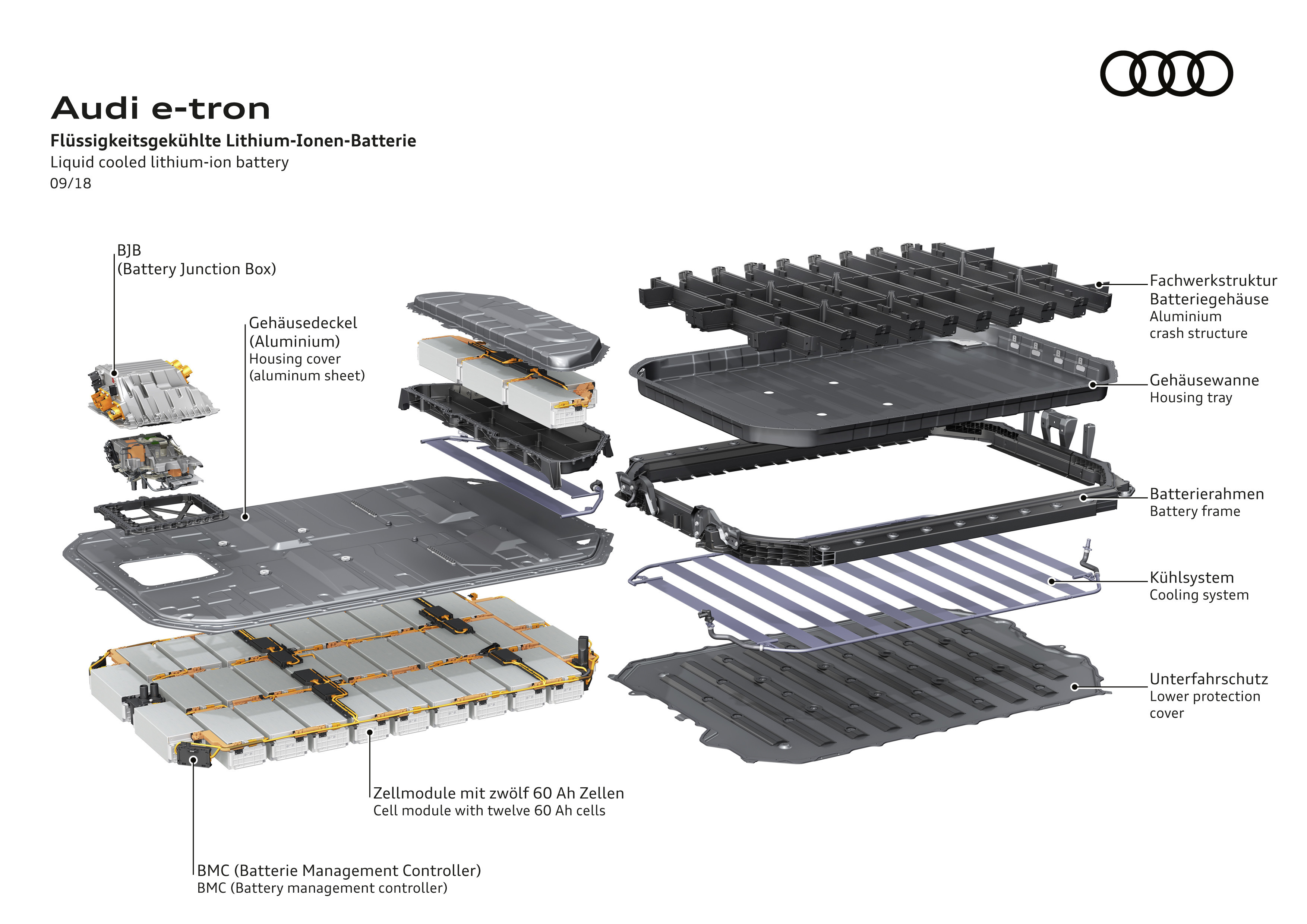
Liquid cooled lithium-ion battery, in exploded view one can clearly see the elements, the BJB (Battery Junction Box), the BMC or Battery Management Controllers, the cooling system, and last but not least the modules.
The BMC communicates both with the control units of the electric motors and the cell module controllers (CMC), each of which monitors the current, voltage and temperature of the modules, 3 modules at the time. In the whole battery system, therefore 12 CMC’s are present. The battery junction box (BJB), into which the high-voltage relays and fuses are integrated, is the electrical interface to the vehicle. Enclosed in a die-cast aluminum housing, it is located in the front section of the battery system. Data exchange between the BMC, the CMCs and the BJB is via a separate bus system.
Lithium-ion battery module with twelve pouch cells
Sophisticated measures have been taken to protect the high-voltage battery of the Audi e-tron. A strong enclosing frame of cast aluminum nodes and extruded sections, plus an aluminum plate 3.5 millimeters (0.1 in) thick protect against damage from accidents or curbs. Inside, a framework-like aluminum structure reinforces the battery system. Also comprised of extruded sections, it holds the cell modules like a typecase.
Detail of the pouch type cell
Including the housing with its
sophisticated crash structures comprising 47 percent extruded aluminum
sections, 36 percent aluminum sheet and 17 percent diecast aluminum parts, the
battery system weighs around 700 kilograms (1,543.2 lb). It is bolted to the
body structure of the Audi e-tron at 35 points. This increases its torsional
rigidity by 27 percent and contributes to the high level of the safety of the
Audi e-tron, as does the cooling system bonded to the outside of the battery housing.
Compared to a conventional SUV, the Audi e-tron offers 45 percent higher
torsional rigidity, a key parameter for precise handling and acoustic
comfort…
During production and assembly, utmost care
is taken that screws which fix the modules into place do not cause insulation
faults, and before the battery unit is cleared for further assembly, the
differences in voltage between the cells and the modules are carefully
controlled that it meets Audi Premium Standards. Finally leak tests are also
carried out, both on the cooling system and the battery. Not less than 8 final
tests are performed, before the battery is then partially (re)charged and fit
for further assembly in the car.
Audi Brussels, assembly: The Audi e-tron at the finish line (checkpoint 8)
Your servant will soon be your regular guide at the Brussels Audi site where the formidable Audi e-tron 55 quattro rolls of the production line. I will explain you in four languages, English, German, French and Dutch in a 2,5 hour factory tour all you want to know about the production of this formidable all-electric car. Soon you can start booking me (and my colleagues) on this tour, I will keep you posted when registration starts.
The entrance of the Audi Brussels site…
But in the meantime, in these columns I tell you already somewhat more about the Brussels factory; In further reports I tell you somewhat more about the Audi production techniques building the big Audi e-tron.
Of course, this series about the ins and
outs of Audi e-tron production is also an occasion to start with a regular
column about car factories of different brands and the way they build their cars.
So stay posted!
Hans Knol ten Bensel
Audi Brussels, battery assembly: Running highvoltage cable
In Brussels, the e-future has begun…
Since fall 2018, Audi Brussels has been
producing the first fully electric SUV from the brand with the four rings exclusively
for the world market. Actually, volume production of the Audi e-tron began on
September 3, 2018. Designing and producing the e-tron led Audi to establish numerous
in house competencies and it indeed has developed both the battery technology and
the drive by itself.
Also the Brussels factory was on a learning curve. The employees in Brussels received a total of over 200,000 hours of training to build the first fully electric Audi. Employees have replanned and implemented many production steps in production. Since summer 2016, the plant has comprehensively remodeled the body shop, paint shop and assembly shop step by step and has established its own battery manufacturing facility. With the intention of developing the Brussels plant further into a key component of the Audi production network, Audi has optimized the plant’s processes in accordance with the Audi Production System (APS).
Audi Brussels, paint shop: Applying waterbased filler, which is here dryed for 30 minutes at 160 degrees…
Major features of the APS are group work and continuous improvement processes. To improve the process chains, Audi has closely integrated the external suppliers and service providers into the production process. Short throughput times in production, low inventories and a high proportion of added value are the objectives on which Audi Brussels focuses.
In addition to a body shop, assembly shop and paint shop, Audi Brussels also has a modern Analysis and Pre-Series Center. This links the areas of Production and Technical Development, ensuring the high quality of the Audi e-tron.
Audi Brussels, body shop: Fabrication of battery housing with deep-drawn battery tray.
The Brussels site also has its own battery manufacturing
facility to support production of the battery-electric SUV. This makes it the key
plant for electric mobility within the Audi Group
Carbon neutral…
The Brussels plant is the first in the world with certified carbon-neutral volume production in the premium segment. Audi Brussels compensates for all emissions that occur during production and at the location. This takes place predominantly through renewable energy but also through environmental projects. At Audi, environmental protection is part of the corporate strategy. This applies to technology as well as to the production processes.
Audi Brussels: aerial view of the CO2-neutral site. Push Ctrl + to enlarge and read the captions…
The most stringent of environmental
standards are applied at the Audi Brussels site. In 2013, the Brussels region
recognized the plant as an “eco-dynamic company” – a regional environmental
certification that is awarded every three years. Audi Brussels was awarded the
highest rating of three stars. Since 2001, the Brussels site has also been
certified according to the environmental audit of the European Commission
(EMAS: Eco-Management and Audit Scheme). Audi Brussels installed a photovoltaic
system with a total area of 37,000 square meters at the site. As a result, Audi
Brussels operates the largest photovoltaic system in Brussels and generates
more than 3,000 megawatt hours of electricity per year and saves around 700
metric tons of CO2.
In late 2016, the plant received the
Business Award from the weekly magazine Trends. Audi Brussels was chosen as
Belgium’s most ecological company. The production of the first electric car of
the Audi brand will be carbon-neutral from the start of production in the
Brussels plant. To achieve this, Audi Brussels will procure green electricity
and purchase biogas certificates to make its heat-generation activities carbon neutral.
There are also compensation projects for emissions produced in part by the
company’s own fleet. Independent experts have certified the carbon-neutrality.
…and a bit of history
On August 1, 2018, the last Audi A1 of the first generation rolled off production line in Brussels. Since May 2010, a total of just under 910,000 units of the Audi A1 have been produced in Brussels. The successor model to the Audi A1 is now built in Martorell, Spain.
From 2010 to 2018 Audi has produced the Audi A1 family exclusively in the European capital. In 2017, approximately 95,284 automobiles drove off the production line there. Audi transferred production of the new Audi A1 to Martorell in Spain.
The plant in Brussels will turn 70 this
year. On April 7, 1949, the first vehicle rolled off the production line there.
The Audi A1 was the first model in the plant’s 70-year history to be produced
exclusively in the European capital. Before the plant was taken over by AUDI AG
in 2007, it had belonged to Volkswagen AG since 1970, producing various models
of the Volkswagen Group. Since belonging to AUDI AG, the Brussels facility has
assumed an important role in the Audi Group, and it now employs around 3,000
people. The start of production of the Audi A1 in 2010 marked the beginning of
a new era. Audi Brussels expanded its production in 2011 with the addition of
the Audi A1 Sportback and in 2014 with the Audi S1 and Audi S1 Sportback. In
2012, Audi Brussels produced the Audi A1 quattro as a special limited edition
model.
Dual learning and focus on employees…
Audi Brussels cooperates closely with the
trade unions. In a letter of intent from 2007, management and the trade unions
jointly defined the framework conditions for good cooperation. One important
component is the working time account system used at Audi Brussels since 2010.
It offers the company and its employees much more flexibility. Audi Brussels
awarded with the title of “Top Employer” for the fourth time in a row.
Audi also invests in education and training. Dual education allows the students of the two partner schools to complete part of their training on location at the company. Here, Audi Brussels cooperates with the Flemish school “GO! TA Halle” and the francophone school “Don Bosco Woluwé Saint-Pierre.” The project gives students the opportunity to gain more practical experience during their training. Another goal is to convince more young people in Belgium to choose an attractive technical apprenticeship.
Peter Kössler, Board of Management Member for Production and Logistics at AUDI AG and Chairman of the Board of Directors of Audi Brussels (on the right), peers the first Audi e-tron models from series production. He is accompanied by Patrick Danau, Managing Director of Audi Brussels.
Audi Brussels currently employs 2,756 employees (as of December 31, 2018), Of these employees, 940 work in production-related areas, while 1,816 employees work directly in production. With an average age of 44.7 years, the employees have worked an average of 18.6 years at Audi Brussels. The three working languages are French, Dutch and German. In December, Audi Brussels was awarded the “Diversity Label 2018” of the Brussels-Capital Region. The award, which was started in 2008 by the Brussels employment office supports companies in the fight against discrimination. To obtain the Label, Audi Brussels developed a “diversity plan” and implemented it.
Audi Brussels focuses on the employees,
which the plant’s own health center shows. It offers a prevention program for
the entire workforce: the Audi Check-Up. Experienced nurses and doctors work to
maintain and improve the employees’ health and help to recognize any risk factors
at an early stage and to counteract them.
Excellent logistiscs are the key to success…
Audi Brussels: Driverless transport systems bring the components to the point of installation
Automotive Park logistics and supplier
center Automotive Park, the state-of-the-art logistics and supplier center, is
connected with the assembly shops by a 450 meter long bridge. It provides the
infrastructure for efficient processes in the supply of materials to the
Brussels plant. Every day, trucks and trains deliver 5,000 parts and components
from 457 suppliers. Due to the close integration of external suppliers with the
plant’s internal logistics processes, productivity is further boosted on a
sustained basis.
As said, in the next reports I will tell
you more about the actual production techniques and processes of the Audi
e-tron. Stay tuned!
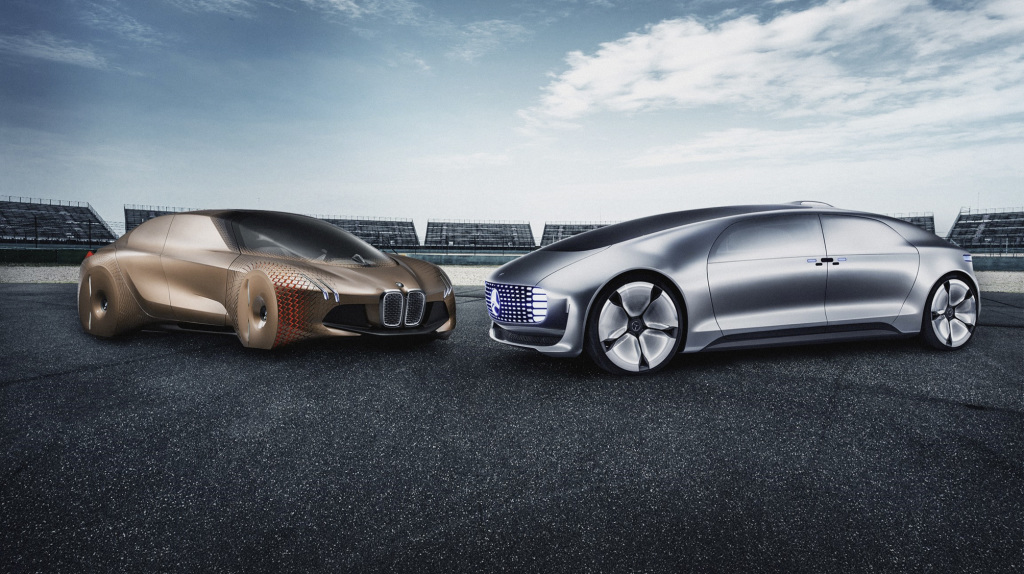
(Premium) car manufacturers, unite: recently, BMW and Daimler announced in Berlin that they are launching five joint ventures that will offer mobility services such as solutions for car sharing, the search for parking spaces, and many more.
On February 28, the two manufacturers announced their intention to enter into a second new partnership. Daimler is planning to work together with BMW in the future on the next technology generation for driving assistance systems and on systems that enable conditionally automated driving on highways and automated parking functions. Why does this alliance make sense? The answer is simple: Because automated driving is a future-oriented technology that will radically transform our industry — and because in the long run we will be not only stronger but also more successful as partners than we would be alone.
What is already possible today: partial automation
The vision of autonomous driving is not only as old as the automobile itself — it’s also a central component of the strategy at Daimler. The vehicles you can see at your Mercedes-Benz dealer today can already do a great deal. Thanks to the Daimler active distance assistant DISTRONIC, the active steering assistant, the active lane-change assistant, and many other innovations, Daimler has already come very close to our goal of automated driving.
By means of currently available systems, a Mercedes-Benz can, for example, maintain the correct distance to vehicles ahead and drive partially automated on highways and country roads, as well as in cities. These systems also assist the driver with lane changes, evasive manoeuvres, and braking. And many models can be driven in and out of parking spaces via remote control from a smartphone — with the Remote Parking Assist.
At Mercedes-Benz, these features are called Intelligent Drive. With this, they have reached the level that engineers call SAE Level 2 or “partial automation.” This means that the car can already react automatically in many predefined situations — however, a human driver must always monitor traffic as well as the vehicle’s surroundings and be ready to react if necessary.
But above all, they have learned that the development of these systems is a bit like climbing a mountain. Taking the first few meters from the base station to the summit seems easy. But the closer you come to the goal, the thinner the air around you becomes, the more strength is required for each further step, and the more complex become the challenges you have to resolve in order to make progress.
From Level 3 to the summit
Further progress can be made more successfully and efficiently if the manufacturers are not alone. Daimler also believes that BMW is the perfect partner. The Memorandum of Understanding (MoU) that Daimler has now signed, deals with the development of several automation stages up to Level 4. Level 4 means “high automation”: The driver does not even need to be ready to take over control of the vehicle — he or she could even be sleeping. The aim of our partnership is to develop systems that make automated driving scalable and take it to the next level in a variety of contexts — in China and in the USA as well as on the German Autobahn A8, which connects the BMW Tower in Munich with the Mercedes headquarters in Stuttgart.
A shared platform instead of isolated solutions
One thing is clear: BMW and Mercedes-Benz are competitors. The partnership will not become a new joint venture. Instead, we are planning to work together with BMW to develop a scalable and reliable platform that will bring optimal benefits to the customers of both brands. As part of this cooperative venture, we are also open to further partnerships that can contribute to the success of this platform.
It makes sense to distribute the technological and financial challenges of automated driving across a number of shoulders. It’s also clear that other existing partnerships and ongoing projects are not affected by intended cooperation between BMW and Daimler. For example, as Daimler has planned and already announced within the framework of our cooperation with Bosch, this year we will launch the first pilot for testing self-driving vehicles (Level 4/5) in urban surroundings in San José in Silicon Valley.
A long tradition of development at both manufacturers…
In spite of all the differences between BMW and Mercedes-Benz, they are also similar in many areas. For example, the men and women from Munich also have many years of experience in the areas of driving assistance and automated driving. BMW has worked on highly automated driving for a long time, and opened its Autonomous Driving Campus in Unterschleißheim – a suburb of Munich – in 2017, where BMW is consolidating all of its areas of expertise related to automated driving. The automation technology that the experts there are now working on will go into series production for the first time in the BMW iNEXT model in 2021.
At Daimler, long a leader in active safety systems, it programmed its systems largely in-house right from the very beginning. 2019 will see the launch in San José, Silicon Valley, of its first pilot programme, with Bosch, on self-driving vehicles (Levels 4/5) in urban environments. This will be the next milestone within the existing cooperation between both partners and the cooperation will continue as planned. Early next decade, Daimler will bring to the market not only highly automated (Level 3) vehicles but also fully automated (Level 4/5) vehicles. It is the only to the OEM in the world to be so well-positioned to apply autonomous driving in every relevant context, from passenger cars and vans to buses and trucks, and is therefore relying on scalable solutions to deliver automated driving.
The Memorandum of Understanding ensures that BMW and Daimler will pass the next milestone on the road to automated driving together. Their goal is to make the new technology generation available to our customers as early as the mid-2020s. It is all only logical: the suppliers who develop and produce elements of this automated driving architecture are for both manufacturers roughly the same… and it is crucial for these supplier/manufacturers to develop a broad (home) basis for their global ambitions…
Here follows the second part of the interesting BMW conference held at the BMW Brand Store in Brussels, and here we focus on the presentation of Els Ampe, alderman Public works, Mobility and Dutch speaking matters in Brussels, on the mobility needs of the city of Brussels. She presented here on this photo the pedestrian space project in the centre of Brussels, adding civic pleasure and wellness to the streets in Brussels…
Recently BMW Group Belux organized a very interesting conference at their Brand Store in Brussels, where Eddy Haesendonck, President & CEO of BMW Belux (here on the right) gave us a status update on the world wide figures and trends of the BMW Group, followed more specifically by the figures and trends in Belgium for BMW Group Belux.
But the focus at this meeting was also on the outlook he presented, namely on how we prepare ourselves for the mobility of the future. This is where we will focus on mostly in this report.
Interesting was also the presentation by Els Ampe, (see first photo) alderman Public works, Mobility and Dutch speaking matters in Brussels, on the mobility needs of the city of Brussels. More on this in the second part of this report, which we will present soon here too in these columns.
He was born in Chieti, on the Italian Adriatic coast, as the son of a carabiniere or state police officer, on June 17, 1952. His father was a wise man, with a keen sense of money and savings, and he had invested enough to retire early. He decided to give his family a bright future in Canada. When young Sergio was 14, they moved across the ocean to Toronto.
His studies gave him a broad view…
Sergio Marchionne, the CEO of FCA, was not altogether a pure “auto” person, rather on the contrary. This prepared him to become an outstanding manager. Just look at what he studied. He started at the University of Toronto with philosophy, earned himself a master’s degree in business administration at the University of Windsor, in Ontario, and finally obtained a law degree in 1983 at the Osgoode Hall of York University. He began his career as … a tax specialist.
Luca De Meo, CEO Fiat Automobiles, and Sergio Marchionne, then CEO Fiat Group Automobiles, with the Fiat 500 (2007)
Broad business experience made him an ideal crisis manager…
This keen sense for numbers and figures made him the ideal manager to work out successful turnarounds and save companies from the brink. He moved to a metals trading firm and was also very successful in a trade services company. A broad experience in trading and business together with an excellent mastery of English, French and Italian gave him many possibilities, and having forged himself an enviable reputation of a crisis manager, he was spotted by the Agnelli family, seen as the right person on the right place to save the ailing Fiat company. The fact that he had a broad non-automotive experience was rather seen as an asset. He was appointed CEO of Fiat in 2004, and started with the necessary reforms to lighten the debt burden as soon as possible. He knew soon enough about the existing deal between G.M. and Fiat, and first tried to force G.M. into purchasing Fiat. General Motors had other plans, so Marchionne obtained 2 billion USD in compensation from G.M. to allow them to step out of the alliance. Money he put to good use to rejuvenate the model range, with the 500 being the all-time star.
Mike Manley and Sergio Marchionne with the new Jeep Renegade (09/2014)
A second success with Chrysler/Jeep…
Marchionne knew that automakers with global ambitions also need to have a solid base in the US market, and amidst the 2008 crisis he made clear to the US Treasury that he would be prepared to take control of Chrysler and revive it using the excellent state of the art Fiat group technology he had at his disposal.
He also knew very well that the Chrysler creditors and unions were putting hard pressure on the US Treasury, so he decided to up the ante to the beleaguered US government to ask them to hand over Chrysler to him… for free.
He succeeded, and the good results are known to everybody. Especially the dramatic turnaround of Jeep made the FCA Group now a profitable giant.
He was planning to retire in 2019, but fate has decided otherwise, as a result of unexpected complications after a shoulder surgery on July 5.
Fate has it too that his last official public appearance on last June 26, was to hand over in Rome at a ceremony in the grounds of the Carabinieri High Command, in the presence of Commander-in-Chief Giovanni Nistri, the liveried Jeep Wrangler.(see the accompanying photo).
He is succeeded by Mike Manley, (see photo above), the head of Fiat Chrysler’s North America operations and its Jeep and Ram truck brands.









































 for the mobility of the future: the BMW view…")








